バック・スポット・フェース・ツール
バック・スポット・フェース工具は、しばしばBFカッターと呼ばれ、精密加工用に設計された特殊な切削工具である。 主に、ドリル穴やタップ穴の背面に平らで垂直な面を作るために使用される。この工程は、バックスポットフェーシングと呼ばれる。
- 従来の手工具に比べ、切屑処理時間を少なくとも80%短縮
- 巧みなプロセス改善により、コストのかかる二次作業を排除し、時間を節約
- 標準超硬刃先交換チップは、幅広い被削材に対応し、材料コストを削減します。
- 過度のビビリを発生させることなく、激しい断続切削を可能にする工具
- 最小下穴径 Ø10.4mm
- サポートガイドによる無制限の深さ対直径比
- 簡単で素早い工具交換
- 最大バックボア径はボーリング径の1.6倍まで
- 面取り加工を施したバックスポットカウンターシンクもご利用いただけます。
- SKD61素材を使用し、より衝撃に強く、より耐摩耗性があり、より安定している。
- また、私たちの 自動バック・スポット・フェース・ツール
アプリケーション
- ボルトヘッドの座面
- 差動ケース - 球面と平面
- バルブシートポケット
- ゲートバルブ
- 遊星歯車キャリア
- ギアボックス・ケーシング
- 着陸装置
- 面取りやその他の特殊形状も承ります。

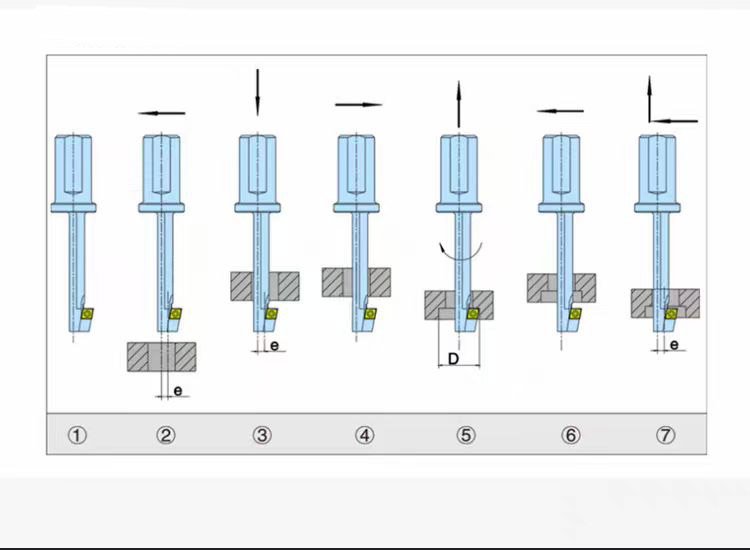
簡単なNCプログラミング
主軸と穴の中心をオフセットするだけの簡単プログラミング。
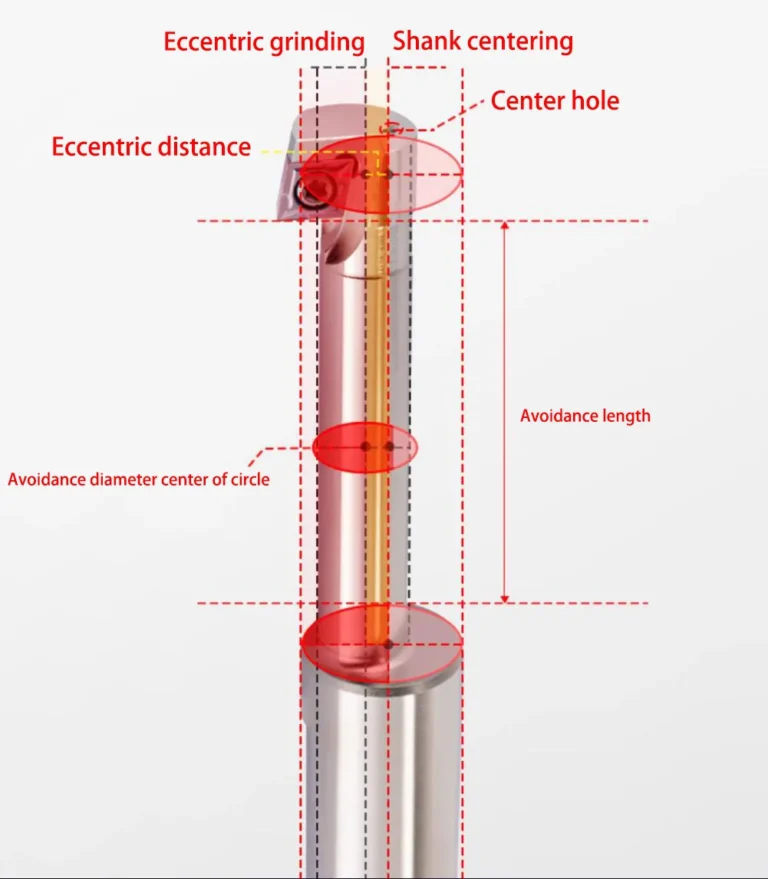
偏心研削加工
剛性を確保することを前提に、偏心粉砕工程を使用することで、空挽きを効果的に回避することができる。

優れたデザイン
精密加工、スクリューオフセットデザイン、ブレードは剛性を高めるために隙間なく取り付けられています。振動によるブレードの脱落を防ぎ、加工効果を高める。
エキセントリック・バック・スポット・フェイス・ホール
加工上の問題点を解決し、背面の皿穴を加工する際、表面を回転させる必要がないため、加工効率が大幅に向上する。

防錆・防食
電気めっきの処置は、プロダクトが防蝕、耐久力のある、酸化抵抗力があるように、刃およびカッター棒の近くの適合、高い堅さ、広範囲の精密よりよいです

サイド固定クランプ方式
ツールホルダーの表面は平行かつ平坦にフライス加工されており、クランプ力が強く、加工中に滑りにくい。

交換可能な標準インサート
交換可能なCCMTインサートで加工コストを削減

明確なスペック・ブランディング
より明確な仕様のブランディングのためのレーザー彫刻

バック・スポット・フェイス・ツール

| カッターモデル | 回転直径( ΦDc) | ヘッド径ΦDc1 | L1 | L2 | 全長(L) | シャンク径(ΦDs) | 切り込み(ap) | 超硬インサート | ネジ | レンチ |
|---|---|---|---|---|---|---|---|---|---|---|
| M10-1810-C16 | 18 | 10.4 | 53 | 40 | 95 | 16 | 4 | CCMT160204 | M2.5*6 | T8 |
| M12-2013-C16 | 20 | 12.4 | 53 | 40 | 100 | 16 | 4 | |||
| M14-2315-C16 | 23 | 14.2 | 63 | 50 | 110 | 16 | 4.5 | CCMT09T304 | M4*9 | T15 |
| M16-2617-C20 | 26 | 16.4 | 86 | 68 | 150 | 20 | 5 | |||
| M20-3321-C25 | 33 | 20.7 | 88 | 75 | 150 | 25 | 5.5 | |||
| M24-4025-C25 | 40 | 24.6 | 90 | 78 | 150 | 25 | 8 |
推奨切断条件
| 国際標準化機構 | ワークピース | 硬度 | 切削速度(M/分)最小-最大 | フィード(mm/t)最小-最大 |
|---|---|---|---|---|
| P | 一般鋼材 | 180-280HB | 100/150/200 | 0.05/0.15/0.2 |
| 金型鋼 | 180-281HB | 100/150/200 | 0.05/0.1/0.15 | |
| M | マルテンサイト系ステンレス鋼 | 200-330HB | 100/150/200 | 0.05/0.15/0.2 |
| オーステナイト系ステンレス鋼 | 200HB | 80/130/160 | 0.05/0.1/0.15 | |
| K | 鋳鋼 | 250HB | 100/150/200 | 0.05/0.15/0.25 |
| N | 高温合金 | / | 200/300/350 | 0.05/0.15/0.25 |
| S | チタン合金 | / | 30/40/60 | 0.03/0.05/0.08 |
| 注:上記の切削条件はおおよその目安であり、機械剛性、ワーク剛性、切り込み深さなどにより調整が必要です。 | ||||
バック・スポット・フェイス・ツールにご興味をお持ちですか?
ONMY Toolingsはここ数年急速に成長しており、我々は常にマニュアル利益を達成し、一緒に成長するために一緒に働くパートナーを歓迎します!
