
Guida per principianti agli inserti per trapano a U
Il trapano a U, uno degli strumenti più comunemente utilizzati per la lavorazione dei fori, viene solitamente chiamato con nomi diversi, come trapano a foro corto, trapano a getto d'acqua, trapano violento, trapano rapido, trapano a T, trapano a inserti, ecc. Il nome standard dovrebbe essere trapano a inserti indicizzabile o trapano a mandrino. Il termine "trapano a U" deriva dal trapano a U T-MAX di Sandvik Coromant, poi ampiamente diffuso nell'industria e gradualmente evoluto in un nome comune.
Quali sono i tipi di inserti utilizzati nelle punte a U?
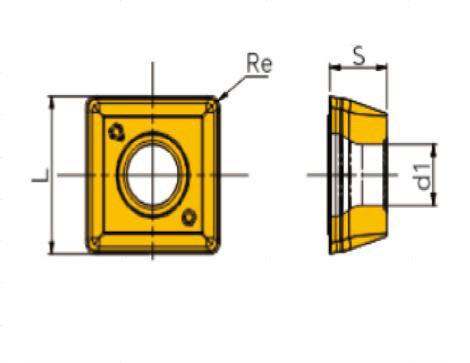
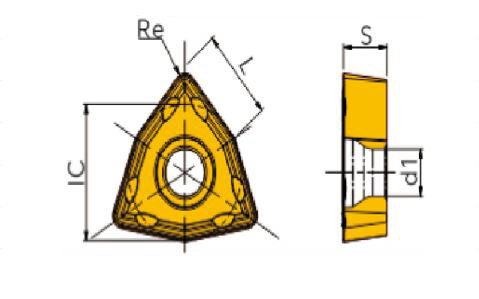
Esistono diversi tipi comuni di SPMG, SOMT, WCMTWCMX, i dati specifici possono fare riferimento alla seguente tabella.

| Modello | L | S | RE |
|---|---|---|---|
| SOMT050204-PC FPA010 | 4.9 | 2.38 | 0.4 |
| SOMT060204-PC FPA010 | 5.7 | 2.38 | 0.4 |
| SOMT070306-PC FPA010 | 6.8 | 2.8 | 0.6 |
| SOMT08T306-PC FPA010 | 7.9 | 3.97 | 0.6 |
| SOMT09T308-PC FPA010 | 9.2 | 3.97 | 0.8 |
| SOMT11T308-PC FPA010 | 11 | 3.97 | 0.8 |
| SOMT130408-PC FPA010 | 12.8 | 4.4 | 0.8 |
| SOMT150510-PC FPA010 | 15 | 4.8 | 1 |
| Modello | L | S | RE |
|---|---|---|---|
| SPMG050204-EC FPA010 | 5 | 2.38 | 0.4 |
| SPMG060204-EC FPA010 | 6 | 2.38 | 0.4 |
| SPMG07T308-EC FPA010 | 7.94 | 3.97 | 0.8 |
| SPMG090408-EC FPA010 | 9.8 | 4.3 | 0.8 |
| SPMG110408-EC FPA010 | 11.5 | 4.8 | 0.8 |
| SPMG140512-EC FPA010 | 14.3 | 5.2 | 1.2 |
| Modello | L | IC | S | RE |
|---|---|---|---|---|
| WCMT030208-TM FPA005 | 3.8 | 5.56 | 2.38 | 0.8 |
| WCMT040208-TM FPA005 | 4.3 | 6.35 | 2.38 | 0.8 |
| WCMT050308-TM FPA010 | 5.4 | 7.94 | 3.18 | 0.8 |
| WCMT06T308-TM FPA010 | 6.5 | 9.525 | 3.97 | 0.8 |
| WCMT080412-TM FPA010 | 8.7 | 12.7 | 4.76 | 1.2 |
I tipi WC, SP e SO sono i più utilizzati. Trapano U inserti nella lavorazione dei metalli. Le operazioni di foratura si prestano bene all'uso di punte con inserti indicizzabili perché riducono il tempo necessario per il cambio degli utensili. La tecnica di utilizzare le punte a u come sgrossatura ha molto successo. È possibile creare cavità o fori più profondi eseguendo più tagli assiali con una punta o una fresa. Questo metodo è particolarmente adatto alla sgrossatura. Poiché le forze di taglio principali sono concentrate assialmente lungo il mandrino, è efficiente dal punto di vista energetico, efficace e riduce i requisiti del mandrino della macchina. La foratura per l'utensile di foratura a inserto è la prima fase del processo di fresatura interna a inserto. L'esclusivo rompitruciolo ha un design unico che incorpora bordi ondulati. Questo garantisce un'elevata resistenza dei bordi e un'efficace rottura dei trucioli.
Suggerimenti per la lavorazione con inserti di foratura a U
Foratura superficiale irregolare
Irregolare
Convesso
Concavo
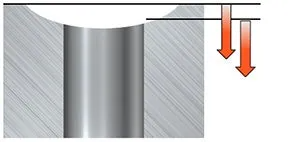
- Utilizzare la punta più corta possibile per ridurre al minimo le tendenze alle vibrazioni e diminuire gli effetti della deflessione.
- Valori iniziali consigliati per la velocità di taglio e l'avanzamento minimo raccomandato
- Non è raccomandato per 6-7×DC quando il raggio del concavo è uguale o inferiore al raggio della punta.
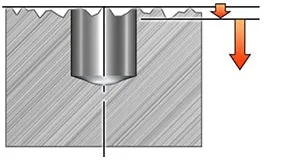
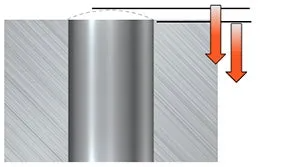
Fori preforati

Per mantenere la forza di taglio bilanciata tra l'inserto centrale e quello periferico ad un livello accettabile, il foro preforato non dovrebbe essere più grande di DC/4
Foratura trasversale
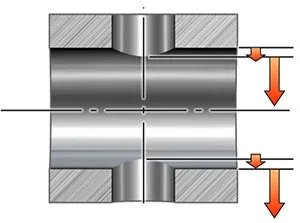
Sfide:
- L'evacuazione dei chip è influenzata e potrebbe diventare più problematica.
- La sbavatura nell'incrocio è difficile. La formazione di bave deve essere il più ridotta possibile.
- Provoca una maggiore usura degli utensili rispetto alla foratura convenzionale
Linee guida:
- Per fori di diametro diverso: praticare prima il foro più grande per ridurre la formazione di bave.
- Iniziare con l'alimentazione più bassa consigliata durante l'attraversamento dei fori
- Non è raccomandato nei materiali a lungo taglio a causa dell'evacuazione dei trucioli durante l'attraversamento dei fori.
Foratura di ingressi/uscite inclinate
Genera forze non uniformi ed eccessive che agiscono sui taglienti
- Taglio intermittente quando la punta entra/esce dal pezzo da lavorare
- Aumenta la possibilità di vibrazioni
- Può distorcere il profilo di perforazione
- Provoca una maggiore usura degli utensili rispetto alla foratura convenzionale
Raccomandazioni generali:
- La stabilità è fondamentale. Un piccolo rapporto lunghezza/diametro aiuta a mantenere le tolleranze.
- La fresatura di una piccola superficie piana è consigliata quando si inseriscono pezzi con un'inclinazione elevata.
Superfici angolate o inclinate, ingresso
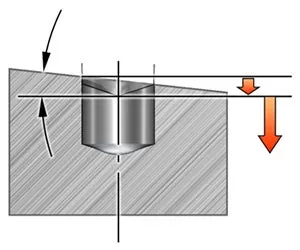
- Utilizzare la punta più corta possibile per ridurre al minimo le tendenze alle vibrazioni e diminuire gli effetti della deflessione.
- Iniziare con la velocità di taglio più bassa raccomandata e 1/3 dell'avanzamento più basso raccomandato (o inferiore) fino al completo innesto, quindi tornare all'avanzamento normale.
- 4-5×DC l'ingresso inclinato può essere inclinato fino a 15º
- 6-7×DC l'ingresso inclinato può essere inclinato fino a 10º
Superfici angolate o inclinate, uscita
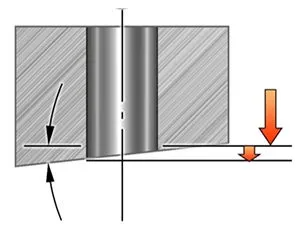
- Utilizzare la punta più corta possibile per ridurre al minimo le tendenze alle vibrazioni e diminuire gli effetti della deflessione.
- Valori iniziali consigliati per la velocità di taglio e l'avanzamento minimo consigliato (o inferiore)
- 4-5×DC l'uscita inclinata può essere angolata fino a 15º
- 6-7×DC l'uscita inclinata può essere angolata fino a 5º
Foratura di superfici curve asimmetriche
- Utilizzare la punta più corta possibile per ridurre al minimo la flessione della punta verso l'esterno del centro, come una superficie inclinata.
- Ridurre l'avanzamento a 1/3 del tasso di penetrazione iniziale per le superfici concave.
- Il raggio della superficie curva deve essere maggiore del raggio della punta.
- Non consigliato per trapani 6-7×DC
Come funzionano gli inserti per trapano a U e quali sono le loro applicazioni
La punta a U, nota anche come punta con inserti indicizzabili, è un utensile utilizzato principalmente per praticare fori ad alta efficienza in vari materiali. Di seguito viene illustrato nel dettaglio il funzionamento di una punta a U:

1. Componenti e struttura
- Corpo trapano a U: È la parte principale della punta a U, in genere realizzata in materiale robusto. Ha due sedi per gli inserti: una vicino al centro e una alla periferia. Queste sedi ospitano gli inserti sostituibili (taglienti).
- Inserti: Le punte a U utilizzano due inserti indicizzabili: il inserto centrale e il inserto periferico. L'inserto centrale taglia il materiale al centro del foro, mentre l'inserto periferico taglia i bordi esterni. L'inserto esterno in genere svolge un lavoro maggiore, poiché gestisce una superficie di taglio più ampia.
2. Processo di taglio
- Doppia azione di taglio: Quando la punta a U ruota ad alta velocità, entrambi gli inserti si inseriscono contemporaneamente nel pezzo. L'inserto centrale taglia la parte interna del foro, mentre l'inserto esterno taglia il diametro esterno. Questa combinazione rende la punta a U altamente efficiente perché il carico di taglio è distribuito su due inserti.
- Sistema di raffreddamento: Le punte a U sono tipicamente progettate con canali interni di raffreddamento. Il refrigerante scorre attraverso questi canali e raffredda direttamente la zona di taglio, riducendo il calore e l'attrito. Inoltre, contribuisce a far uscire i trucioli dal foro.
3. Operazione di perforazione
- Allineamento e posizionamento: Prima della foratura, il pezzo da lavorare viene fissato saldamente sulla tavola o sull'attrezzatura della macchina. Il centro della punta a U viene allineato con la posizione del foro prevista, mediante programmazione CNC o posizionamento manuale.
- Avvio del taglio: Il mandrino della macchina ruota e la punta a U inizia a muoversi nel pezzo. L'inserto centrale inizia il taglio forando il nucleo, seguito da vicino dall'inserto periferico. Man mano che l'utensile penetra in profondità, entrambi gli inserti continuano a rimuovere il materiale in modo efficiente.
- Evacuazione dei chip: Quando il materiale viene tagliato, si generano trucioli. Questi trucioli vengono espulsi dal foro grazie all'azione combinata degli inserti rotanti e del refrigerante interno, che aiuta a eliminare i trucioli e a prevenire l'intasamento.
- Completamento della perforazione: Quando la punta a U raggiunge la profondità programmata, l'utensile si ritrae, lasciando un foro finito. Grazie all'elevata precisione degli inserti e al design del corpo dell'utensile, il foro è generalmente preciso e non richiede ulteriori rilavorazioni.
4. Vantaggi delle esercitazioni a U
- Alta efficienza: Poiché la punta a U utilizza due inserti per tagliare simultaneamente, opera a velocità e avanzamenti molto più elevati rispetto alle punte tradizionali, riducendo i tempi di ciclo.
- Precisione: Il design della punta a U garantisce diametri precisi dei fori, eliminando spesso la necessità di ulteriori operazioni di finitura come l'alesatura o l'alesatura.
- Efficienza del refrigerante: I canali di raffreddamento integrati mantengono freschi gli inserti durante la foratura ad alta velocità, riducendo l'usura e prolungando la durata dell'utensile.
5. Considerazioni operative
- Inserire la selezione: È essenziale scegliere il materiale e la geometria dell'inserto giusto in base al materiale del pezzo (ad esempio, acciaio, alluminio, ghisa). L'utilizzo degli inserti corretti garantisce tagli più uniformi e prolunga la durata dell'utensile.
- Parametri di taglio: La velocità di foratura e l'avanzamento devono essere regolati in base al materiale e alla profondità del foro. Se la velocità di avanzamento è troppo elevata, può causare un'usura eccessiva o il danneggiamento degli inserti.
- Flusso del refrigerante: Assicurarsi che il sistema di raffreddamento sia impostato e funzionante correttamente. Una quantità insufficiente di refrigerante può causare il surriscaldamento e la rottura prematura dell'utensile.
Cosa sono gli inserti per punte a U e perché sono molto diffusi?
Gli inserti per punte a U sono utensili da taglio utilizzati nelle punte a U indicizzabili, progettati specificamente per la realizzazione di fori ad alta efficienza. Questi inserti sono in genere realizzati in carburo o in altri materiali duri, in grado di sopportare velocità di taglio e temperature elevate. Sono sostituibili, il che significa che una volta che un inserto diventa opaco, è possibile sostituirlo invece di sostituire l'intera punta, rendendoli economicamente vantaggiosi.
perché gli inserti per trapano a U sono molto apprezzati:
Alta efficienza: Le punte a U con inserti possono eseguire fori molto più velocemente rispetto alle punte elicoidali tradizionali, perché tagliano utilizzando due inserti contemporaneamente, uno per il centro del foro e uno per il perimetro. Questo riduce notevolmente i tempi di lavorazione.
Economico: Poiché gli inserti sono sostituibili, il costo complessivo dell'utensile è ridotto. Invece di sostituire un'intera punta, è sufficiente sostituire gli inserti usurati.
Versatilità: Gli inserti di foratura a U possono essere utilizzati su diversi materiali come acciaio, acciaio inox, ghisa e materiali non ferrosi. Sono disponibili diverse geometrie e rivestimenti per adattarsi alle varie applicazioni.
Precisione: Gli inserti di foratura a U garantiscono un'elevata precisione nella foratura, creando spesso fori con una minima necessità di operazioni di finitura secondarie come l'alesatura o l'alesatura.
Erogazione del refrigerante: Molte punte a U sono progettate con canali di raffreddamento interni che raffreddano gli inserti durante la foratura, migliorando la durata dell'utensile e l'evacuazione dei trucioli.
Considerazioni importanti quando si usano gli inserti per punte a U
Per garantire prestazioni ottimali nell'utilizzo degli inserti di foratura a U, è necessario prendere in considerazione diversi fattori:
1. Selezione del materiale dell'inserto
Scegliere il materiale dell'inserto corretto (carburo, carburo rivestito, ecc.) in base al materiale del pezzo. Materiali diversi richiedono inserti specifici per ottenere i migliori risultati. Ad esempio, per la foratura di acciai duri possono essere necessari inserti più duri, mentre materiali più morbidi come l'alluminio possono richiedere una geometria dell'inserto più specifica.
2. Velocità di taglio e avanzamento
La velocità di taglio e l'avanzamento devono essere adeguati al materiale del pezzo e al tipo di inserto. Velocità di avanzamento eccessive possono causare la rottura dell'inserto, mentre velocità di avanzamento troppo basse possono causare una scarsa formazione del truciolo o un eccessivo accumulo di calore.
Consultare le linee guida del produttore per le velocità e gli avanzamenti consigliati, regolando in base alla durezza del materiale e alla profondità del foro.
3. Gestione del refrigerante
Assicurarsi che il refrigerante sia indirizzato correttamente alla zona di taglio. Il refrigerante aiuta a ridurre il calore, a prevenire l'usura dell'utensile e a favorire l'evacuazione dei trucioli. Le punte a U sono spesso dotate di canali interni per il refrigerante, ma è necessario assicurarsi che questi canali funzionino correttamente.
L'utilizzo di una quantità insufficiente di refrigerante o un passaggio bloccato possono causare surriscaldamento, riduzione della durata dell'utensile e scarsa qualità del foro.
4. Installazione corretta dell'inserto
Accertarsi che gli inserti siano correttamente inseriti e fissati nel corpo della punta a U. Un'installazione non corretta può causare lo spostamento dell'inserto, una scarsa qualità del foro o addirittura il danneggiamento del corpo dell'utensile.
Controllare periodicamente l'usura degli inserti e sostituirli quando sono opachi per evitare di danneggiare il pezzo o l'utensile.
5. Evacuazione dei chip
Monitorare l'evacuazione dei trucioli durante il processo di foratura. Una scarsa rimozione dei trucioli può causare l'intasamento del foro, con conseguenti guasti all'utensile, surriscaldamento o danni al pezzo.
Regolare la velocità di avanzamento o il flusso di refrigerante se i trucioli non vengono rimossi efficacemente dal foro.
6. Profondità e precisione del foro
Le punte a U sono ideali per produrre fori rapidamente, ma la precisione può variare a seconda della configurazione e del materiale. Per i fori profondi, assicurarsi che l'allineamento della punta a U sia corretto per evitare deviazioni, che possono portare a fori affusolati o fuori tondo.
7. Monitoraggio dell'usura dell'inserto
Tenere sotto controllo l'usura degli inserti durante l'uso. Gli inserti usurati possono influire negativamente sulla qualità del foro e possono anche causare un eccesso di calore, aumentando il rischio di rottura o di danneggiamento del pezzo.
Ispezioni regolari e sostituzioni tempestive degli inserti sono essenziali per mantenere la qualità del foro e prolungare la durata dell'utensile.
Seguendo queste linee guida e utilizzando l'inserto giusto per l'applicazione, è possibile massimizzare l'efficienza, l'economicità e la precisione delle punte a U nelle operazioni di lavorazione.
Conclusione
La punta a U è un utensile di foratura con inserti in metallo duro caratterizzato da facilità d'uso e convenienza. Per facilitare la lavorazione di un'ampia gamma di materiali, gli inserti ONMY per foratura a U sono disponibili in una varietà di tipi e dimensioni. Gli inserti ONMY per foratura a U offrono una soluzione efficiente e a risparmio energetico, oltre a un elevato tasso di asportazione del metallo. Per inserti a U di alta qualità, contattate ONMY! Contattateci e saremo lieti di rispondere a qualsiasi domanda o dubbio.



