
Encart WNMG
Wnmg Insert Angle : 0° Negative Rake Insert With Double-Sided Chipbreaker; (Angle d'insertion Wnmg : 0° d'inclinaison négative avec brise-copeaux double face)
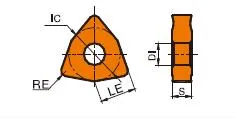
La plaquette en carbure Wnmg présente un cercle inscrit (Ic) de 9,525 mm/12,7 mm, une épaisseur de 3,97 mm/4,76 mm et un rayon de coin (nez) de 0,2 mm/0,4 mm/0,8 mm/1,2 mm ;
Scène d'usinage :Dégrossissage Usinage/Semi-finition Usinage/Finition Usinage ;
Matériaux de la pièce : Acier au carbone et acier allié, acier inoxydable et alliages à haute température, acier et fonte ;
Correspondance Support d'insertion Wnmg: SWLNR/L, MWWNR/L, DWLNR/L, WWLNR/L, MWMNN, MWLNR/L ;
Wnmg Carbide Insert Sizes :(Iso) Wnmg06t304 ; Wnmg06t308 ; Wnmg060404 ; Wnmg060408 ; Wnmg080404 ; Wnmg080408 ; Wnmg080412 ;
(Ansi) Wnmg331/ Wnmg332/ Wnmg431/ Wnmg432 ;
Présentation du produit
WNMG Insert peut gérer des opérations multiples en combinant différents broyeurs de copeaux et différentes qualités.
Caractéristiques principales
- Conception trigonale double face** : Forme trigonale à 80° avec six arêtes de coupe (trois par côté), maximisant la durée de vie de l'outil et la rentabilité.
- Différents rayons de nez : Options telles que 0,2 mm, 0,4 mm, 0,8 mm ou 1,2 mm pour la finition (rayons plus petits) ou l'ébauche (rayons plus grands) avec une meilleure résistance des bords.
- Revêtements avancés** : TiN, TiCN, AlTiN ou CVD/PVD (par exemple, TiAlN, TiCAN-Al2O3) pour une meilleure résistance à l'usure, une réduction de la formation de cratères et une durée de vie prolongée de l'outil.
- Paramètres de coupe étendus : Prend en charge des profondeurs de coupe de 1,5-6,0 mm et des vitesses d'avance de 0,25-0,60 mm/tour, convenant à l'ébauche jusqu'à la finition.
- Râteau neutre ou positif : Réduit les forces de coupe, empêche la formation de copeaux et améliore l'évacuation des copeaux, en particulier avec les brise-copeaux doublement positifs.
Spécification de l'insert WNMG
Comprendre le code WNMG
Les lettres et les chiffres de la désignation WNMG révèlent des informations cruciales :
- W : Forme trigonale avec un angle inclus de 80
- N : Angle d'inclinaison neutre (0°)
- M : Classe de tolérance (indique la précision de la taille)
- G : Indique la conception spécifique du trou et du brise-copeaux (varie selon le fabricant).
Les chiffres :
- En général, les deux premiers chiffres représentent le cercle inscrit (taille du triangle) en seizièmes de pouce (ou directement en millimètres pour les codes ISO).
- Le troisième chiffre représente l'épaisseur en seizièmes de pouce.
- Le dernier chiffre indique souvent le rayon du nez (plus il est petit, plus il est pointu).
Dimensions des plaquettes en carbure WNMG (ISO ET ANSI)
| TAILLES D'INSERTION WNMG | ||||
|---|---|---|---|---|
| Désignation ISO | Désignation ANSI | Cercle inscrit (CI) | Épaisseur | Rayon de l'angle |
| WNMG 060404 | WNMG331 | 6,35 mm (0,25") | 3,18 mm (0,125") | 0,4 mm (0,016") |
| WNMG 060408 | WNMG332 | 6,35 mm (0,25") | 3,18 mm (0,125") | 0,8 mm (0,031") |
| WNMG060412 | WNMG333 | 6,35 mm (0,25") | 3,18 mm (0,125") | 1,2 mm (0,047'') |
| WNMG 080404 | WNMG431 | 8mm (0.315") | 4,76 mm (0,187") | 0,4 mm (0,016") |
| WNMG 080408 | WNMG432 | 8mm (0.315") | 4,76 mm (0,187") | 0,8 mm (0,031") |
| WNMG080412 | WNMG433 | 8mm (0.315") | 4,76 mm (0,187") | 1,2 mm (0,047'') |
Exemple : WNMG 080408 (ISO)
- Forme Trigon, insert de râteau neutre.
- Cercle inscrit de 12.7mm (approx. 1/2″).
- Épaisseur de 4,76 mm (environ 3/16″).
- Conception spécifique du brise-copeaux/trou.
Questions fréquemment posées
Choisissez un encart du WNMG en fonction de :
- Matériau de la pièce : Adaptez la qualité de la plaquette à votre matériau.
- Type d'opération de retournement : L'ébauche nécessite un rayon de nez plus grand pour la résistance, la finition nécessite un rayon plus petit pour un meilleur état de surface.
- Contrôle des puces : Le choix de la géométrie parfaite du brise-copeaux est crucial avec les WNMG pour optimiser le processus de coupe.
Considérations importantes
- Inserts WNMG sont incroyablement polyvalents, mais la clé pour optimiser les performances réside dans le choix du brise-copeaux adapté à votre opération et à votre matériau spécifiques. Reportez-vous à la documentation du fabricant pour plus de détails.
La science derrière les plaquettes en carbure : Comment elles sont fabriquées et pourquoi elles sont si résistantes
Les plaquettes en carbure comptent parmi les outils de coupe les plus polyvalents et les plus durables qui soient. Mais comment sont-elles fabriquées ? Et qu'est-ce qui les rend si résistantes ? Dans cette vidéo, nous allons explorer la science des plaquettes en carbure, des propriétés du carbure de tungstène au processus de fabrication.
Notre capacité de production
Dans la fabrication moderne, les plaquettes en carbure de haute performance sont des outils indispensables, qui jettent les bases d'un traitement efficace et précis des métaux. Toutefois, ces plaquettes exceptionnelles ne naissent pas toutes seules ; elles sont soutenues par des machines de pointe.










