Forme : Rhombique (diamant) avec un angle inclus de 80 degrés.
Angle de dégagement : 0 degrés
Bords coupants : Double face, offrant deux arêtes de coupe par plaquette pour une meilleure rentabilité.
Géométries du casse-pipe : Une large gamme de brise-copeaux de différents fabricants est disponible. Ils sont adaptés à des matériaux et à des opérations d'usinage spécifiques (ébauche, finition, etc.).
Utilisations principales : Principalement utilisé pour les opérations générales de tournage et certains travaux de surfaçage sur une gamme de matériaux.
Matériaux courants pour lesquels les inserts CNMA sont utilisés
Fonte : Convient à de nombreuses applications en fonte.
Avantages des inserts CNMA
Rentable : Grâce à leur conception double face, ils offrent une durée de vie plus longue par plaquette.
Polyvalent : La gamme de nuances et de brise-copeaux les rend adaptés à de nombreuses applications d'usinage.
Forme géométrique forte : La forme de diamant à 80 degrés offre une résistance et une rigidité adaptées à leur taille.
Considérations importantes
Faites correspondre la note à votre matériel : Le choix du bon revêtement de plaquette et de la bonne composition du substrat est crucial pour une durée de vie et des performances optimales de l'outil dans le matériau spécifique que vous découpez.
Choisir le bon brise-copeaux : La géométrie du brise-copeaux influence considérablement la façon dont les copeaux se forment et se brisent. Elle doit être choisie en fonction du matériau et du type d'opération d'usinage.
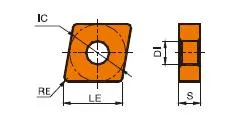
Dimensions de l'insert CNMA (ISO)
TYPE
DIAMENTIONS D'INSERTION CNMA (mm)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Exemple : CNMA 120408
12: Cercle inscrit (CI) de 12,7 mm (environ 0,5 pouce)
04: Épaisseur de 4,76 mm (environ 0,187 pouce)
08: Rayon d'angle de 0,8 mm (environ 0,031 pouces)
Dimensions des clés
Cercle inscrit (CI) : Le diamètre du plus grand cercle pouvant être inséré dans l'insert. Les tailles de CI les plus courantes sont les suivantes
12,7 mm (0,5″)
16mm (0.63″)
19.05mm (0.75″)
Épaisseur : Elle a un impact sur la résistance de la plaquette et sur le nombre d'arêtes de coupe utilisables. Les épaisseurs courantes sont les suivantes
3,18 mm (0,125″)
4,76 mm (0,187″)
6,35 mm (0,25″)
Rayon de l'angle : Affecte la finition de la surface et la résistance au niveau de l'arête de coupe. Les tailles courantes sont les suivantes :
La science derrière les plaquettes en carbure : Comment elles sont fabriquées et pourquoi elles sont si résistantes
Les plaquettes en carbure comptent parmi les outils de coupe les plus polyvalents et les plus durables qui soient. Mais comment sont-elles fabriquées ? Et qu'est-ce qui les rend si résistantes ? Dans cette vidéo, nous allons explorer la science des plaquettes en carbure, des propriétés du carbure de tungstène au processus de fabrication.
Notre capacité de production
Trouvez l'insert CNMA parfait pour votre application - Obtenez l'aide d'un expert !
Ce dont vous avez besoin, c'est d'un véritable vétéran de l'industrie des outils CNC. Laissez ONMY toolings vous aider à devenir le numéro 1 dans ce domaine.