
Le guide ultime pour choisir et utiliser les fraises en bout pour l'aluminium
Dans le monde de la métallurgie, l'aluminium est devenu un matériau de plus en plus populaire en raison de sa légèreté, de sa résistance à la corrosion et de sa polyvalence. Toutefois, l'usinage efficace de l'aluminium nécessite des outils et des techniques appropriés. Parmi ces outils, les fraises en bout jouent un rôle crucial dans la précision, l'efficacité et la qualité des résultats. Ce guide complet explore les subtilités de l'utilisation des fraises pour l'aluminium, en abordant des aspects essentiels tels que les goujures, les angles hélicoïdaux, les revêtements et les différents types de fraises, afin de vous aider à maîtriser l'art de l'usinage de l'aluminium.
Impact des alliages d'aluminium sur le choix des fraises
L'alliage d'aluminium spécifique avec lequel vous travaillez joue un rôle crucial dans la détermination de la fraise la mieux adaptée. Les différents alliages possèdent des propriétés variables qui influent sur l'usinabilité et les exigences en matière d'outils :
Alliages d'aluminium coulé (par exemple, 319, A356)
- Ils contiennent souvent du silicium, qui peut être abrasif.
- Les fraises doivent être dotées d'arêtes de coupe vives et d'angles de coupe positifs.
- Bénéficient de goujures polies pour améliorer l'évacuation des copeaux.
- Peut nécessiter des vitesses de coupe plus faibles que les alliages corroyés.
Alliages d'aluminium corroyés (par exemple, 6061, 7075)
- Généralement plus homogènes et plus faciles à usiner que les alliages coulés.
- Permettent des vitesses de coupe et des vitesses d'avance plus élevées.
- Fonctionne bien avec les géométries de fraises standard conçues pour l'aluminium.
Alliages d'aluminium forgé
- Ils ont souvent une structure de grain plus dense, ce qui peut augmenter les forces de coupe.
- Peut bénéficier de fraises à arêtes de coupe renforcées ou de revêtements spéciaux.
- Nécessitent un examen attentif des paramètres de coupe pour gérer la production de chaleur.
Alliages d'aluminium à haute teneur en silicium (par exemple, 390, 413)
- Très abrasif en raison de sa forte teneur en silicium.
- Il faut des fraises à revêtement résistant à l'usure comme le diamant ou l'AlTiN.
- Il est préférable d'utiliser des outils dotés de larges goulottes pour traiter les copeaux abrasifs.
Alliages d'aluminium de qualité aérospatiale (par exemple, 2024, 7075-T6)
- Ils requièrent souvent une grande précision et un bon état de surface.
- Bénéficiez de fraises revêtues de qualité supérieure avec des géométries optimisées.
- Peut nécessiter des stratégies de refroidissement spécialisées pour maintenir des tolérances serrées.
Lors du choix d'une fraise, tenez compte des propriétés spécifiques de l'alliage d'aluminium à usiner. Pour les alliages plus tendres et plus gommeux, optez pour des outils avec des angles de coupe plus élevés et des goujures polies afin d'éviter l'accumulation d'arêtes. Pour les alliages plus abrasifs, privilégiez les revêtements résistants à l'usure et les géométries d'outils robustes. Consultez toujours les spécifications de l'alliage d'aluminium et les recommandations du fabricant d'outils pour affiner le choix de votre fraise et les paramètres de coupe afin d'obtenir des performances optimales.
Comprendre les goujures des fraises en bout
Les goujures des fraises sont les profondes rainures hélicoïdales qui s'étendent sur toute la longueur de l'outil de coupe. Ces rainures ont deux fonctions principales : elles créent des arêtes de coupe et fournissent des canaux pour l'évacuation des copeaux. Lors de l'usinage de l'aluminium, le nombre et la conception des goujures ont un impact significatif sur les performances de l'outil.

Pour l'aluminium, il est généralement préférable d'avoir moins de cannelures. Fraises à 2 cannelures ou Fraises à 3 cannelures sont idéales pour la plupart des opérations d'usinage de l'aluminium. Le nombre réduit de goujures permet d'obtenir des goulots de copeaux plus grands, ce qui est crucial lors de l'usinage de l'aluminium. L'aluminium a tendance à produire des copeaux longs et filandreux qui peuvent facilement obstruer les goujures, entraînant un mauvais état de surface et une rupture potentielle de l'outil.
Les goulots plus larges des fraises à deux ou trois goujures offrent un espace suffisant pour l'évacuation des copeaux, ce qui réduit le risque de recoupe et améliore l'efficacité globale de l'usinage. En outre, le nombre réduit de goujures permet des vitesses d'avance plus élevées, ce qui est bénéfique lorsque l'on travaille avec la nature relativement tendre de l'aluminium.
Toutefois, il est important de noter que dans certaines opérations de finition ou lorsque l'on travaille avec des pièces d'aluminium à parois minces, une nombre de flûtes plus élevé (par exemple quatre ou plus) peuvent être préférées pour obtenir une finition de surface plus lisse. L'essentiel est de trouver un équilibre entre les besoins d'évacuation des copeaux et la qualité de surface souhaitée pour votre application spécifique.
Le rôle de l'angle hélicoïdal dans les fraises à queue

L'angle hélicoïdal, également appelé angle d'hélice, désigne l'angle entre l'axe central de la fraise et le bord d'attaque de la goujure. Cet angle joue un rôle important dans la détermination de l'action de coupe, de la formation des copeaux et des performances globales de la fraise lors de l'usinage de l'aluminium.
Pour l'usinage de l'aluminium, un angle hélicoïdal élevé est généralement recommandé. Les fraises à angle hélicoïdal compris entre 35° et 45° sont couramment utilisées pour l'aluminium. L'angle le plus élevé présente plusieurs avantages :
- Coupe plus douce : Un angle hélicoïdal élevé crée un mouvement de tranchage lorsque l'outil s'engage dans le matériau, ce qui permet d'obtenir une coupe plus douce et de réduire les forces de coupe.
- Meilleure évacuation des copeaux : L'angle plus prononcé permet de soulever et d'évacuer les copeaux plus efficacement, ce qui évite la recoupe des copeaux et réduit l'accumulation de chaleur.
- Réduction des vibrations : L'engagement progressif des arêtes de coupe contribue à minimiser les vibrations, ce qui permet d'obtenir un meilleur état de surface et d'augmenter la durée de vie de l'outil.
- Des vitesses d'avance plus élevées : L'action tranchante des fraises à grande hélice permet d'augmenter les vitesses d'avance sans sacrifier la qualité de coupe.
Lorsque vous choisissez une fraise en bout pour l'aluminium, tenez compte des exigences spécifiques de votre projet. Pour l'usinage général de l'aluminium, un angle hélicoïdal de 40° est un bon point de départ. Pour les opérations d'ébauche ou lorsque l'on travaille avec des alliages d'aluminium plus tendres, un angle légèrement inférieur (35-38°) peut être préféré pour augmenter les taux d'enlèvement de matière. Pour les opérations de finition ou lorsque l'on travaille avec des alliages d'aluminium plus durs, un angle plus élevé (42-45°) peut permettre d'obtenir un meilleur état de surface et de réduire l'usure de l'outil.
Revêtements pour fraises en aluminium
Revêtements jouent un rôle crucial dans l'amélioration des performances et de la longévité des fraises en bout lors de l'usinage de l'aluminium. Alors que les carbure Les fraises en bout peuvent être utilisées pour l'aluminium, certains revêtements peuvent améliorer de manière significative l'efficacité de la coupe et la durée de vie de l'outil.
Lors de la sélection des revêtements pour l'usinage de l'aluminium, il est essentiel de choisir des options qui offrent.. :
- Réduction de la friction : L'aluminium a tendance à adhérer aux outils de coupe, ce qui entraîne la formation d'arêtes rapportées. Les revêtements qui réduisent la friction permettent d'éviter ce problème.
- Dissipation de la chaleur : Des revêtements efficaces peuvent aider à gérer la production de chaleur pendant le processus de coupe, prolongeant ainsi la durée de vie de l'outil.
- Dureté accrue : Les revêtements qui augmentent la dureté de la surface de l'outil peuvent améliorer la résistance à l'usure et maintenir des arêtes de coupe tranchantes plus longtemps.
Les revêtements les plus efficaces pour l'usinage de l'aluminium sont les suivants :
- Diborure de titane (TiB2) : Ce revêtement offre une excellente résistance à l'adhésion de l'aluminium et une bonne résistance à l'usure. Il est particulièrement efficace pour l'usinage à grande vitesse des alliages d'aluminium.
- Carbone semblable à un diamant (DLC) : Les revêtements DLC ont un très faible coefficient de frottement, ce qui réduit la probabilité de formation d'arêtes. Ils offrent également une bonne résistance à l'usure et de bonnes propriétés de dissipation de la chaleur.
- Nitrure de zirconium (ZrN) : Ce revêtement de couleur or offre un bon pouvoir lubrifiant et une bonne dureté, ce qui le rend adapté à l'usinage de l'aluminium et d'autres métaux non ferreux.
- Nitrure d'aluminium et de titane (AlTiN) : Bien qu'il soit principalement utilisé pour les matériaux plus durs, l'AlTiN peut être efficace pour l'usinage de certains alliages d'aluminium, en particulier dans les applications à haute température.
Lorsque vous choisissez entre des fraises revêtues et des fraises non revêtues pour l'aluminium, tenez compte des exigences spécifiques de votre projet. Les fraises revêtues offrent généralement de meilleures performances et une durée de vie plus longue, en particulier pour les opérations d'usinage à grande échelle ou à grande vitesse. Toutefois, les fraises en carbure non revêtues peuvent être efficaces pour les petits projets ou lorsque le coût est une préoccupation majeure.
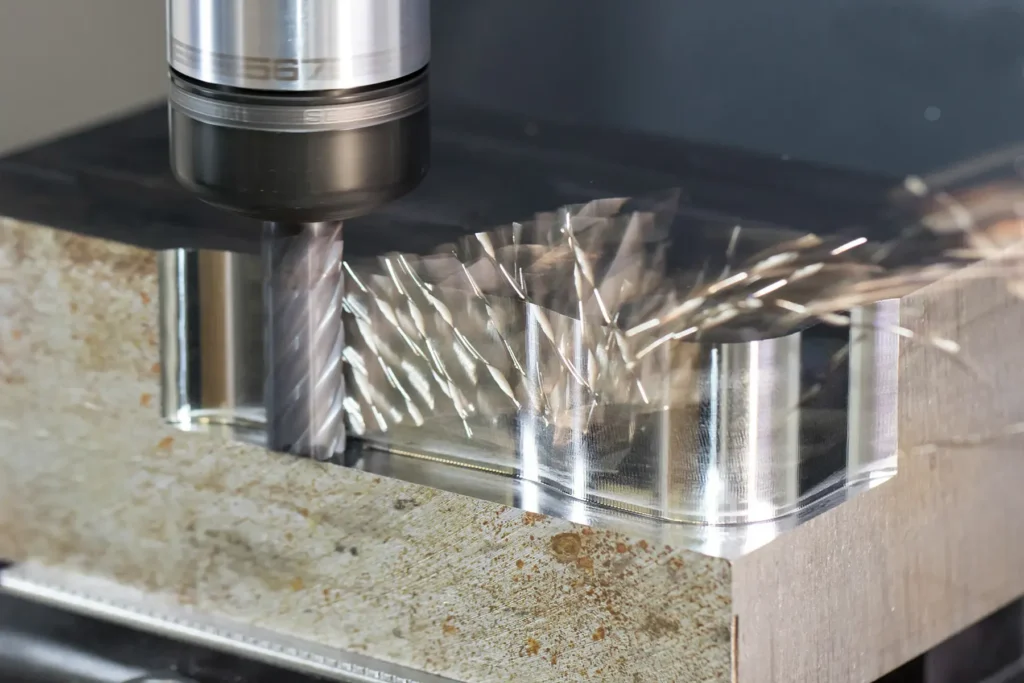
Fraises à bouts carrés

Fraises carréeségalement connues sous le nom de fraises plates, se caractérisent par leur profil à fond plat et leurs arêtes de coupe droites. Ces outils polyvalents sont largement utilisés dans l'usinage de l'aluminium pour diverses opérations, notamment :
- Fraisage de face : Création de surfaces planes sur des pièces en aluminium.
- Fraisage de rainures : Découpe de fentes et de canaux précis dans des pièces en aluminium.
- Fraisage de poche : Enlèvement de matière pour créer des zones en retrait ou des poches.
- Fraisage de profilés: Génération de bords droits ou profilés sur des composants en aluminium.
Lorsque vous utilisez des fraises à bouts carrés pour l'usinage de l'aluminium, tenez compte des avantages et des meilleures pratiques suivants :
Avantages
- Polyvalence dans la création de surfaces planes et d'angles vifs
- Enlèvement de matière efficace dans les opérations d'ébauche
- Possibilité de couper en plongée, ce qui permet de créer des trous borgnes et des poches
Meilleures pratiques
- Utiliser le fraisage en avalant chaque fois que possible pour réduire les efforts de coupe et améliorer l'état de surface.
- Utiliser un léger angle d'attaque (typiquement 1-3°) pour éviter les frottements et améliorer l'évacuation des copeaux.
- Optimiser les paramètres de coupe (vitesse, avance et profondeur de coupe) en fonction de l'alliage d'aluminium et du diamètre de la fraise.
- Assurer un flux de liquide de refroidissement adéquat pour gérer la production de chaleur et l'évacuation des copeaux.
En suivant ces conseils, vous pouvez maximiser les performances des fraises à bout carré dans vos projets d'usinage de l'aluminium, en obtenant des résultats de haute qualité de manière efficace.
Fraises à bouts ronds
Fraises à bouts rondségalement connues sous le nom de fraises à rayon d'angle, présentent un angle arrondi entre l'arête de coupe finale et l'arête de coupe latérale. Cette conception offre plusieurs avantages pour l'usinage de l'aluminium :

- Résistance accrue de l'outil : Le coin arrondi réduit la concentration des contraintes, ce qui rend l'outil moins susceptible de s'ébrécher ou de se casser.
- Amélioration de l'état de surface : L'engagement progressif des arêtes de coupe permet d'obtenir des surfaces plus lisses, en particulier sur les pièces profilées.
- Meilleur contrôle des copeaux : Le coin arrondi permet de briser les copeaux plus efficacement, ce qui améliore l'évacuation des copeaux.
Les fraises à bout arrondi sont particulièrement utiles pour
- Profilage et contournage de pièces en aluminium
- Création de filets et de coins arrondis
- Opérations d'ébauche où la résistance de l'outil est cruciale
- Passes de finition sur des surfaces 3D
Lors de l'utilisation de fraises à bouts ronds pour l'usinage de l'aluminium, il convient de tenir compte des conseils suivants
- Choisissez le rayon d'angle approprié en fonction de votre application. Les rayons plus petits permettent d'obtenir des angles plus précis, tandis que les rayons plus grands augmentent la résistance de l'outil.
- Ajustez votre parcours d'outils pour tenir compte du rayon de l'angle, en particulier lors de l'usinage de dimensions spécifiques.
- Le fraisage en avalant permet de réduire les efforts de coupe et d'améliorer l'état de surface.
- Optimiser les paramètres de coupe en fonction de l'alliage d'aluminium spécifique et de la taille du rayon d'angle.
En tirant parti des atouts des fraises à bout arrondi, vous pouvez obtenir d'excellents résultats dans diverses applications d'usinage de l'aluminium, en équilibrant la qualité de la surface et la longévité de l'outil.
Moulins à bouts sphériques
Broyeurs à billescaractérisés par leur extrémité de coupe hémisphérique, sont des outils essentiels pour l'usinage de formes 3D complexes et de surfaces profilées dans l'aluminium.

Ces cutters polyvalents excellent dans les domaines suivants
- Profilage et sculpture en 3D
- Création de fonds arrondis dans les poches et les cavités
- Opérations de finition sur des surfaces courbes
- Gravure et décoration de pièces en aluminium
La géométrie de coupe sphérique des fraises à billes offre plusieurs avantages
- Capacité à travailler sous différents angles, y compris en position verticale.
- Transition douce entre les différents angles de la surface
- Réduction du risque de gougeage lors de l'usinage de formes complexes
Pour obtenir des résultats optimaux avec les fraises à billes dans l'usinage de l'aluminium, il convient de prendre en compte les techniques suivantes
- Mettre en œuvre des stratégies de parcours d'outils 3D qui maintiennent un engagement constant entre l'outil et la pièce à usiner.
- Utilisez des paliers plus petits pour améliorer la finition de la surface et réduire la déviation de l'outil.
- Réglez les vitesses d'avance en fonction du diamètre de coupe effectif, qui varie en fonction de la profondeur de coupe.
- Utilisez des angles d'inclinaison pour éviter de couper avec le centre de l'outil, où les vitesses de coupe sont proches de zéro.
- Veiller à ce que le flux de liquide de refroidissement soit suffisant pour gérer la production de chaleur et l'évacuation des copeaux, en particulier dans les cavités profondes.
En maîtrisant l'utilisation des fraises à billes, vous pouvez ouvrir de nouvelles possibilités dans l'usinage de l'aluminium, en créant des pièces et des surfaces 3D complexes et de haute qualité.
Choisir la bonne fraise pour votre projet en aluminium
Le choix de la fraise appropriée pour votre projet d'usinage de l'aluminium implique la prise en compte de plusieurs facteurs
- Géométrie de la pièce : La complexité et les caractéristiques de votre pièce guideront votre choix entre les fraises carrées, les fraises à bouts ronds et les fraises à bouts sphériques.
- Propriétés du matériau : Différents alliages d'aluminium peuvent nécessiter des caractéristiques d'outil de coupe spécifiques pour une performance optimale.
- Exigences en matière de finition de surface : La qualité de surface souhaitée influencera le choix du nombre de goujures, de l'angle hélicoïdal et du type de fraise.
- Volume de production : Des volumes de production plus importants peuvent justifier l'investissement dans des fraises à revêtement de qualité supérieure pour prolonger la durée de vie de l'outil.
- Capacités de la machine : Assurez-vous que la fraise choisie est compatible avec les spécifications de vitesse et de puissance de votre machine.
- Contraintes budgétaires : Équilibrer le coût initial de l'outil avec les performances et la longévité attendues.
Pour adapter les types de fraises à des applications spécifiques
- Les fraises à bout carré sont utilisées pour le fraisage, le rainurage et la création de surfaces planes.
- Optez pour les fraises à bouts ronds lorsque la résistance et l'état de surface sont des priorités, en particulier pour les opérations de profilage.
- Choisissez les fraises à billes pour le contournage 3D, la sculpture et la finition des surfaces incurvées.
En examinant attentivement ces facteurs et en comprenant les points forts de chaque type de fraise, vous pouvez sélectionner l'outil le plus approprié pour votre projet d'usinage de l'aluminium, en optimisant à la fois les performances et le rapport coût-efficacité.
Meilleures pratiques pour l'utilisation de fraises en bout sur l'aluminium
Pour obtenir les meilleurs résultats lors de l'utilisation de fraises sur l'aluminium, il convient de suivre les bonnes pratiques suivantes :
Vitesses et avances appropriées :
- Utiliser des vitesses de coupe élevées (SFM) pour tirer parti de l'usinabilité de l'aluminium.
- Utiliser des taux d'alimentation plus élevés pour maintenir la productivité et prévenir les frottements.
- Régler la profondeur et la largeur de coupe en fonction de la fraise et de l'opération.
Techniques de refroidissement et de lubrification
- Utiliser un débit de liquide de refroidissement adéquat pour gérer la chaleur et faciliter l'évacuation des copeaux.
- Envisager des systèmes de refroidissement par brouillard pour améliorer la visibilité et le contrôle des copeaux.
- Pour certaines opérations, la lubrification par quantité minimale (MQL) peut être efficace.
Maintien de la durée de vie des outils et de la qualité des pièces
- Mettre en œuvre des programmes réguliers d'inspection et de remplacement des outils.
- Utiliser le fraisage en avalant chaque fois que possible pour réduire les efforts de coupe et améliorer l'état de surface.
- Veiller à ce que les pièces soient correctement fixées afin de minimiser les vibrations et de maintenir la précision.
- Optimiser les parcours d'outils pour maintenir un engagement constant de l'outil et éviter les changements de charge soudains.
En respectant ces bonnes pratiques, vous pouvez maximiser les performances de vos fraises, prolonger la durée de vie de l'outil et produire régulièrement des pièces en aluminium de haute qualité.
Conclusion
La maîtrise de l'utilisation des fraises en bout pour l'usinage de l'aluminium est une combinaison de compréhension de la géométrie de l'outil, de sélection des outils appropriés pour chaque application et de mise en œuvre de stratégies d'usinage efficaces. En tenant compte de facteurs tels que les goujures, les angles hélicoïdaux, les revêtements et les types de fraises, vous pouvez optimiser vos processus d'usinage de l'aluminium en termes d'efficacité, de qualité et de rentabilité.
N'oubliez pas que le domaine de l'usinage est en constante évolution et que de nouveaux outils, revêtements et techniques sont régulièrement mis au point. Restez informé des dernières avancées en matière de technologie des fraises en bout et de pratiques d'usinage de l'aluminium afin d'améliorer continuellement vos compétences et vos résultats.
Expérimentez différentes configurations de fraises et différents paramètres d'usinage pour trouver les solutions optimales à vos projets spécifiques d'usinage de l'aluminium. En combinant les connaissances, l'expérience et la volonté d'innover, vous pouvez obtenir des résultats exceptionnels dans vos projets d'usinage de l'aluminium.
combien de goujures pour l'aluminium?
Pour la plupart des opérations d'usinage de l'aluminium, les fraises à deux ou trois goujures sont les meilleurs choix. Elles offrent le meilleur équilibre entre l'évacuation des copeaux, l'efficacité de la coupe et l'état de surface. Les fraises à deux goujures sont particulièrement adaptées aux opérations d'ébauche et d'enlèvement de matière important, tandis que les fraises à trois goujures peuvent effectuer efficacement les tâches d'ébauche et de finition.
Les fraises à 4 goujures peuvent être utilisées pour des opérations de finition ou pour des montages plus rigides, mais elles nécessitent une attention particulière à l'évacuation des copeaux. Les fraises à simple cannelure sont des outils spécialisés qui excellent dans certains scénarios d'ébauche à grande vitesse.
Quelle est la meilleure fraise pour l'aluminium ??
Lorsque vous choisissez une fraise pour l'aluminium, optez pour un outil en carbure à 2 ou 3 goujures afin d'assurer une évacuation efficace des copeaux et une bonne performance de coupe. Un angle d'hélice élevé, compris entre 35° et 45°, est idéal, 40° étant un bon choix polyvalent. Pour la plupart des applications, une fraise à bout carré offre une certaine polyvalence, tandis que les fraises à bout arrondi ou à bout sphérique conviennent mieux aux tâches spécifiques de profilage ou de contournage en 3D. Envisagez un revêtement tel que le nitrure de zirconium (ZrN) ou le diborure de titane (TiB2) pour réduire la friction et prolonger la durée de vie de l'outil, bien que le carbure non revêtu puisse également donner de bons résultats. La fraise doit avoir des arêtes de coupe vives, des angles de coupe positifs et de grandes goulottes à copeaux pour gérer la tendance de l'aluminium à former de longs copeaux. Pour un usage général, une fraise à trois goujures en carbure avec un angle d'hélice de 40°, un revêtement ZrN et un diamètre adapté à votre tâche spécifique (généralement 3/8″ ou 1/2″) constitue un excellent point de départ. Tenez toujours compte de l'alliage d'aluminium spécifique, du type d'opération, de la finition de surface souhaitée et des capacités de votre machine lors de votre sélection finale.
quel type de fraise pour l'aluminium?
Pour l'usinage de l'aluminium, la fraise idéale est généralement un outil en carbure à 2 ou 3 goujures, avec un angle d'hélice élevé (35-45°) et des arêtes de coupe tranchantes. Les fraises à bout carré sont polyvalentes pour les travaux généraux, tandis que les fraises à bout arrondi offrent une meilleure résistance et un meilleur état de surface pour le profilage, et que les fraises à bout sphérique excellent dans le contournage en 3D. Une fraise carrée à trois goujures en carbure avec un angle d'hélice de 40° est un excellent choix pour la plupart des applications en aluminium. Envisagez un revêtement comme le nitrure de zirconium (ZrN) ou le diborure de titane (TiB2) pour améliorer les performances et la durée de vie de l'outil. La fraise doit avoir des angles de coupe positifs et de grandes goulottes pour gérer efficacement l'évacuation des copeaux. Pour les opérations d'ébauche, une conception à deux goujures peut être préférable, tandis que la finition peut bénéficier d'une configuration à trois goujures. En fin de compte, le choix du type de fraise dépend de facteurs tels que l'alliage d'aluminium, l'opération d'usinage (ébauche, finition, rainurage, etc.), l'état de surface souhaité et les capacités de la machine.
Les fraises pour l'aluminium peuvent-elles être utilisées pour le bois ?
Les fraises conçues pour l'aluminium peuvent être utilisées pour le bois, mais ce n'est pas toujours le choix idéal. Bien que les fraises en aluminium puissent couper efficacement le bois, elles sont optimisées pour les propriétés du métal et peuvent ne pas donner les meilleurs résultats pour le travail du bois. Les angles d'hélice élevés et le nombre réduit de goujures typiques des fraises en aluminium peuvent convenir au bois et permettre des coupes nettes. Cependant, les fraises spécifiques au bois ont souvent des géométries différentes, telles que des angles de coupe plus élevés et des conceptions de brise-copeaux, afin de gérer la nature fibreuse du bois et d'éviter les déchirures. Les fraises en aluminium peuvent également s'user plus rapidement lorsqu'elles sont utilisées sur des bois abrasifs ou des produits en bois d'ingénierie. En outre, les vitesses de coupe et les avances optimales pour l'aluminium sont généralement beaucoup plus élevées que pour le bois, ce qui nécessite des ajustements importants. Bien qu'il soit possible d'utiliser une fraise en aluminium sur du bois, il est recommandé, pour obtenir les meilleurs résultats et assurer la longévité de l'outil, d'utiliser des fraises spécialement conçues pour le travail du bois lorsque l'on travaille principalement avec des matériaux en bois.




Excellent article ! L'aluminium est un métal fascinant et polyvalent. Sa légèreté, sa résistance à la corrosion et sa recyclabilité en font un choix de premier ordre dans des secteurs tels que la construction, le transport et l'emballage. J'apprécie particulièrement sa contribution aux efforts de développement durable. J'ai hâte d'en savoir plus sur ses applications et ses innovations à l'avenir !