
Guide du débutant pour les plaquettes de forage en U
Le foret en U, l'un des outils les plus couramment utilisés pour le traitement des trous, est généralement désigné par différents noms, tels que foret pour trous peu profonds, foret à jet d'eau, foret violent, foret rapide, foret en T, foret à plaquettes, etc. Le nom standard devrait être "foret à plaquette indexable" ou "foret à mandrin de machine". Le terme "foret en U" provient du foret en U Sandvik Coromant T-MAX, qui a ensuite été largement diffusé dans l'industrie et a progressivement évolué vers un nom commun.
Quels sont les types d'inserts utilisés dans les forets en U ?
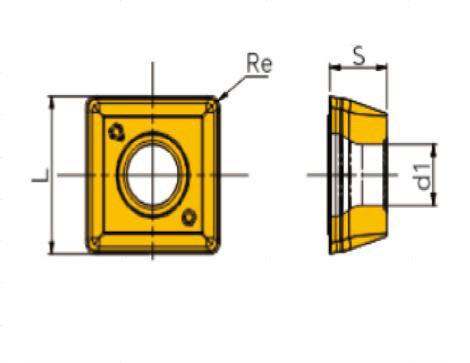
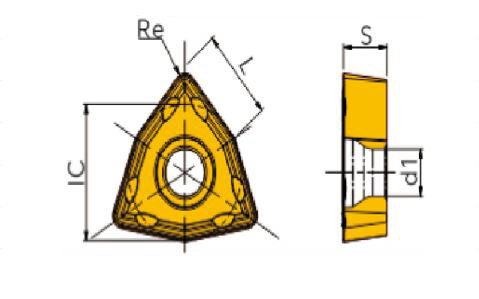
Il existe plusieurs types de SPMG, SOMT, WCMTLes données spécifiques peuvent être consultées dans le tableau suivant.

| Modèle | L | S | RE |
|---|---|---|---|
| SOMT050204-PC FPA010 | 4.9 | 2.38 | 0.4 |
| SOMT060204-PC FPA010 | 5.7 | 2.38 | 0.4 |
| SOMT070306-PC FPA010 | 6.8 | 2.8 | 0.6 |
| SOMT08T306-PC FPA010 | 7.9 | 3.97 | 0.6 |
| SOMT09T308-PC FPA010 | 9.2 | 3.97 | 0.8 |
| SOMT11T308-PC FPA010 | 11 | 3.97 | 0.8 |
| SOMT130408-PC FPA010 | 12.8 | 4.4 | 0.8 |
| SOMT150510-PC FPA010 | 15 | 4.8 | 1 |
| Modèle | L | S | RE |
|---|---|---|---|
| SPMG050204-EC FPA010 | 5 | 2.38 | 0.4 |
| SPMG060204-EC FPA010 | 6 | 2.38 | 0.4 |
| SPMG07T308-EC FPA010 | 7.94 | 3.97 | 0.8 |
| SPMG090408-EC FPA010 | 9.8 | 4.3 | 0.8 |
| SPMG110408-EC FPA010 | 11.5 | 4.8 | 0.8 |
| SPMG140512-EC FPA010 | 14.3 | 5.2 | 1.2 |
| Modèle | L | IC | S | RE |
|---|---|---|---|---|
| WCMT030208-TM FPA005 | 3.8 | 5.56 | 2.38 | 0.8 |
| WCMT040208-TM FPA005 | 4.3 | 6.35 | 2.38 | 0.8 |
| WCMT050308-TM FPA010 | 5.4 | 7.94 | 3.18 | 0.8 |
| WCMT06T308-TM FPA010 | 6.5 | 9.525 | 3.97 | 0.8 |
| WCMT080412-TM FPA010 | 8.7 | 12.7 | 4.76 | 1.2 |
Les types WC, SP et SO sont les plus couramment utilisés. Foret U dans l'usinage des métaux. Les opérations de perçage se prêtent bien à l'utilisation de forets à plaquettes indexables parce qu'ils réduisent le temps nécessaire aux changements d'outils. La technique consistant à utiliser u forets en tant qu'ébauche est très efficace. Des cavités ou des trous plus profonds peuvent être créés en effectuant plusieurs coupes axiales avec une perceuse ou un foret. fraise. Cette méthode est particulièrement adaptée à l'ébauche. Comme les principaux efforts de coupe sont concentrés axialement le long de la broche, elle est économe en énergie, efficace et réduit les besoins de la broche de la machine. Le perçage de trous pour l'outil de perçage à plaquettes est la première étape du processus d'usinage interne. fraisage par insertion processus. Le brise-copeaux unique en son genre présente une conception unique intégrant des arêtes ondulées. Cela garantit à la fois une résistance élevée des arêtes et un brise-copeaux efficace.
Conseils pour l'usinage avec des plaquettes de forage en U
Perçage de surface irrégulier
Irrégulier
Convexe
Concave
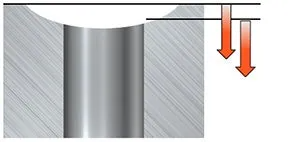
- Utiliser le foret le plus court possible pour minimiser les tendances aux vibrations et réduire les effets de la déflexion.
- Valeurs initiales recommandées pour la vitesse de coupe et l'avance minimale recommandée
- Non recommandé pour les 6-7×DC lorsque le rayon du contre-batteur est identique ou inférieur au rayon du foret.
Trous pré-percés

Pour maintenir l'équilibre de la force de coupe entre la plaquette centrale et la plaquette périphérique à un niveau acceptable, le trou pré-percé ne doit pas être plus grand que DC/4.
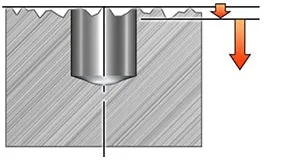
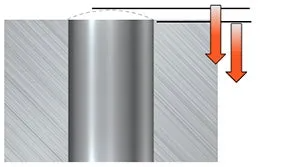
Perçage de trous transversaux
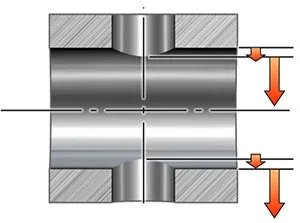
Défis :
- L'évacuation des puces est affectée, ce qui pourrait devenir plus problématique
- L'ébavurage dans le croisement est difficile. La formation de bavures doit être aussi réduite que possible.
- Usure de l'outil plus importante que lors d'un perçage conventionnel
Lignes directrices :
- Pour les trous de diamètres différents : percer d'abord le trou le plus grand afin de réduire la formation de bavures.
- Commencez par l'alimentation la plus faible recommandée pendant la traversée des trous.
- Non recommandé dans les matériaux à copeaux longs en raison de l'évacuation des copeaux lors de la traversée des trous.
Forage d'entrées/sorties inclinées
génère des forces inégales et excessives sur les arêtes de coupe
- Coupe intermittente lorsque le foret entre/sort de la pièce à usiner
- Augmente le risque de vibrations
- Peut déformer le profil de forage
- Usure de l'outil plus importante que lors d'un perçage conventionnel
Recommandations générales :
- La stabilité est cruciale. Un faible rapport longueur/diamètre permet de maintenir les tolérances.
- Le fraisage d'une petite surface plane est recommandé lors de l'introduction de pièces à forte inclinaison.
Surfaces angulaires ou inclinées, entrée
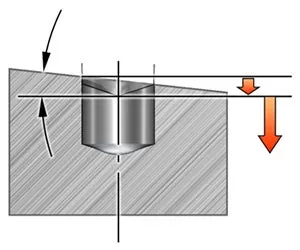
- Utiliser le foret le plus court possible pour minimiser les tendances aux vibrations et réduire les effets de la déflexion.
- Commencez par la vitesse de coupe recommandée la plus basse et 1/3 de l'avance recommandée la plus basse (ou moins) jusqu'à l'engagement complet, puis revenez à l'avance normale.
- 4-5×DC l'entrée inclinée peut être inclinée jusqu'à 15º.
- 6-7×DC l'entrée inclinée peut être inclinée jusqu'à 10º.
Surfaces angulaires ou inclinées, sortie
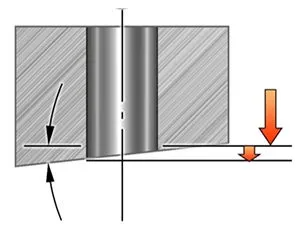
- Utiliser le foret le plus court possible pour minimiser les tendances aux vibrations et réduire les effets de la déflexion.
- Valeurs initiales recommandées pour la vitesse de coupe et l'avance minimale recommandée (ou inférieure)
- 4-5×DC la sortie inclinée peut être inclinée jusqu'à 15º.
- 6-7×DC la sortie inclinée peut être inclinée jusqu'à 5º.
Perçage de surfaces asymétriques
- Utiliser le foret le plus court possible afin de minimiser la flexion du foret vers l'extérieur à partir du centre, comme sur une surface inclinée.
- Réduire l'avance à 1/3 du taux de pénétration initial pour les surfaces concaves.
- Le rayon de la surface courbe doit être plus grand que le rayon du foret.
- Non recommandé pour les foreuses 6-7×DC
Fonctionnement et applications des inserts de forage U
Le Foret U, également connu sous le nom de foret à plaquettes indexables, est un outil principalement utilisé pour percer des trous à haute efficacité dans divers matériaux. Vous trouverez ci-dessous une explication détaillée de la manière dont un foret à plaquettes indexables est utilisé. Foret U œuvre :

1. Composants et structure
- Corps du foret en U: Il s'agit de la partie principale du foret en U, généralement fabriquée dans un matériau robuste. Elle comporte deux sièges de plaquettes : un près du centre et un à la périphérie. Ces sièges accueillent les plaquettes remplaçables (arêtes de coupe).
- Inserts: Les forets U utilisent deux plaquettes indexables : le insert central et le insert périphérique. La plaquette centrale coupe le matériau au cœur du trou, tandis que la plaquette périphérique coupe les bords extérieurs. La plaquette extérieure effectue généralement plus de travail car elle dispose d'une plus grande surface de coupe.
2. Processus de coupe
- Double action de coupe: Lorsque le foret en U tourne à grande vitesse, les deux plaquettes s'engagent simultanément dans la pièce à usiner. La plaquette centrale coupe la partie intérieure du trou et la plaquette extérieure coupe le diamètre extérieur. Cette combinaison rend le foret en U très efficace car la charge de coupe est répartie sur deux plaquettes.
- Système de refroidissement: Les forets en U sont généralement conçus avec des canaux de refroidissement internes. Le liquide de refroidissement circule dans ces canaux et refroidit directement la zone de coupe, réduisant ainsi la chaleur et la friction. Il permet également d'évacuer les copeaux du trou foré.
3. Opération de forage
- Alignement et positionnement: Avant le perçage, la pièce est fermement fixée sur la table de la machine ou sur le dispositif de fixation. Le centre du foret en U est aligné sur l'emplacement prévu du trou, soit par programmation CNC, soit par positionnement manuel.
- Initier la coupe: La broche de la machine tourne et le foret en U commence à pénétrer dans la pièce. La plaquette centrale commence la coupe en perçant le noyau, suivie de près par la plaquette périphérique. Au fur et à mesure que l'outil pénètre plus profondément, les deux plaquettes continuent d'enlever la matière de manière efficace.
- Évacuation des puces: L'enlèvement de matière génère des copeaux. Ces copeaux sont expulsés du trou par l'action combinée des plaquettes en rotation et du liquide de refroidissement interne, qui aide à dégager les copeaux et empêche le colmatage.
- Achèvement du forage: Une fois que le foret en U a atteint la profondeur programmée, l'outil se rétracte, laissant derrière lui un trou fini. Grâce à la haute précision des plaquettes et à la conception du corps de l'outil, le trou est généralement précis et ne nécessite aucune retouche.
4. Avantages des exercices en U
- Haute efficacité: Comme le foret en U utilise deux plaquettes pour couper simultanément, il fonctionne à des vitesses et des avances beaucoup plus élevées que les forets traditionnels, ce qui réduit le temps de cycle.
- Précision: La conception du foret en U garantit des diamètres de trou précis, éliminant souvent le besoin d'opérations de finition supplémentaires telles que l'alésage ou l'alésage.
- Efficacité du liquide de refroidissement: Les canaux d'arrosage intégrés maintiennent les plaquettes au frais pendant le perçage à grande vitesse, ce qui réduit l'usure et prolonge la durée de vie de l'outil.
5. Considérations opérationnelles
- Insérer la sélection: Il est essentiel de choisir le bon insérer du matériel et la géométrie en fonction du matériau de la pièce (par exemple, acier, aluminium, fonte). L'utilisation de plaquettes appropriées garantit des coupes plus douces et prolonge la durée de vie de l'outil.
- Paramètres de coupe: La vitesse de perçage et la vitesse d'avance doivent être ajustées en fonction du matériau et de la profondeur du trou. Une vitesse d'avance trop élevée peut entraîner une usure excessive ou endommager les plaquettes.
- Débit du liquide de refroidissement: Assurez-vous que le système de refroidissement est correctement réglé et fonctionne. Une quantité insuffisante de liquide de refroidissement peut entraîner une surchauffe et une défaillance prématurée de l'outil.
Qu'est-ce qu'un foret en U et pourquoi est-il si populaire ?
U forets sont des outils de coupe utilisés dans les forets U indexables, spécialement conçus pour un perçage de haute efficacité. Ces inserts sont généralement fabriqués en carbure ou dans d'autres matériaux durs, capables de résister à des vitesses de coupe et des températures élevées. Ils sont remplaçables, ce qui signifie qu'une fois qu'un insert est émoussé, vous pouvez le remplacer au lieu de remplacer le foret entier, ce qui les rend économiques.
pourquoi les plaquettes de forage en U sont populaires :
Efficacité élevée : Les forets en U avec plaquettes peuvent percer des trous beaucoup plus rapidement que les forets hélicoïdaux traditionnels, car ils utilisent deux plaquettes simultanément - une pour le centre du trou et une pour le périmètre. Le temps d'usinage s'en trouve considérablement réduit.
Rentable : Les plaquettes étant remplaçables, le coût global de l'outillage est réduit. Au lieu de remplacer un foret entier, il suffit de remplacer les plaquettes usées.
Polyvalence : Inserts de perçage en U peut être utilisé sur différents matériaux tels que l'acier, l'acier inoxydable, la fonte et les matériaux non ferreux. Différentes géométries d'inserts et de revêtements sont disponibles pour répondre aux différentes applications.
Précision : Les plaquettes de forage en U offrent une grande précision lors du perçage, créant souvent des trous avec un besoin minimal d'opérations de finition secondaires telles que l'alésage ou l'alésage.
Alimentation en liquide de refroidissement : De nombreux forets en U sont conçus avec des canaux d'arrosage internes qui refroidissent les plaquettes pendant le perçage, améliorant ainsi la durée de vie de l'outil et l'évacuation des copeaux.
Considérations importantes lors de l'utilisation d'inserts de forage en U
Pour garantir des performances optimales lors de l'utilisation de plaquettes de forage en U, plusieurs facteurs doivent être pris en compte :
1. Sélection du matériau de la plaquette
Choisissez le matériau de la plaquette (carbure, carbure revêtu, etc.) en fonction du matériau de la pièce à usiner. Des matériaux différents nécessitent des plaquettes spécifiques pour obtenir les meilleurs résultats. Par exemple, des plaquettes plus résistantes peuvent être nécessaires pour percer des aciers durs, tandis que des matériaux plus tendres comme l'aluminium peuvent nécessiter une géométrie de plaquette plus spécialisée.
2. Vitesse de coupe et avance
La vitesse de coupe et l'avance doivent être adaptées au matériau de la pièce et au type de plaquette. Des vitesses d'avance excessives peuvent entraîner une défaillance de la plaquette, tandis que des vitesses d'avance trop faibles peuvent entraîner une mauvaise formation des copeaux ou un échauffement excessif.
Consultez les directives du fabricant pour connaître les vitesses et les avances recommandées, en les ajustant en fonction de la dureté du matériau et de la profondeur du trou.
3. Gestion du liquide de refroidissement
Veillez à ce que le liquide de refroidissement soit correctement acheminé vers la zone de coupe. Le liquide de refroidissement contribue à réduire la chaleur, à prévenir l'usure de l'outil et à faciliter l'évacuation des copeaux. Les perceuses en U sont souvent équipées de canaux de refroidissement internes, mais vous devez vous assurer que ces canaux fonctionnent correctement.
L'utilisation d'une quantité insuffisante de liquide de refroidissement ou l'obstruction du passage du liquide de refroidissement peut entraîner une surchauffe, une réduction de la durée de vie de l'outil et une mauvaise qualité du trou.
4. Installation correcte de l'insert
Assurez-vous que les inserts sont correctement placés et fixés dans le corps du foret en U. Une mauvaise installation peut entraîner un déplacement des inserts, une mauvaise qualité des trous ou même des dommages au corps de l'outil. Une mauvaise installation peut entraîner un déplacement de la plaquette, une mauvaise qualité du trou, voire un endommagement du corps de l'outil.
Vérifiez périodiquement l'usure des plaquettes et remplacez-les lorsqu'elles sont émoussées afin d'éviter d'endommager la pièce ou l'outil.
5. Évacuation des puces
Surveillez l'évacuation des copeaux pendant le processus de perçage. Une mauvaise évacuation des copeaux peut entraîner l'obstruction du trou par des copeaux, ce qui peut provoquer une défaillance de l'outil, une surchauffe ou un endommagement de la pièce.
Ajustez les vitesses d'alimentation ou le débit du liquide de refroidissement si les copeaux ne sont pas évacués efficacement du trou.
6. Profondeur et précision des trous
Les forets en U sont idéaux pour réaliser des trous rapidement, mais leur précision peut varier en fonction de la configuration et du matériau. Pour les trous profonds, veillez à aligner correctement le foret en U afin d'éviter les déviations, qui peuvent conduire à des trous coniques ou non ronds.
7. Contrôle de l'usure des plaquettes
Suivez l'usure des plaquettes en cours d'utilisation. Les plaquettes usées peuvent affecter négativement la qualité du trou et peuvent également provoquer un excès de chaleur, augmentant ainsi le risque de casse ou d'endommagement de la pièce à usiner.
Des inspections régulières et des changements de plaquettes en temps voulu sont essentiels pour maintenir la qualité du trou et prolonger la durée de vie de l'outil.
En suivant ces conseils et en utilisant la plaquette adaptée à l'application, vous pouvez maximiser l'efficacité, la rentabilité et la précision des forets U dans vos opérations d'usinage.
Conclusion
Le U-drill est un outil de perçage contenant des inserts en carbure caractérisé par sa facilité d'utilisation et son rapport coût-efficacité. Afin de faciliter l'usinage d'une large gamme de matériaux, ONMY U-drill Les plaquettes sont disponibles dans une grande variété de types et de tailles. Les plaquettes U-drill d'ONMY offrent une solution économe en énergie et efficace, en plus d'un taux d'enlèvement de métal élevé. Pour des plaquettes U-drill de haute qualité, contactez ONMY ! Contactez-nous et nous serons heureux de répondre à toutes vos questions ou préoccupations.



