Por plaquita DCMT se entiende una plaquita de corte indexable en forma de diamante (55 grados) con un ángulo de separación de 7 grados, tolerancias moderadas y un rompevirutas incorporado.
Estas plaquitas se utilizan habitualmente para diversas operaciones de torneado en el mecanizado de metales.
El radio de la nariz tiene efectos cruciales sobre el acabado superficial, la rotura de virutas y la resistencia de la plaquita.
Ofrecemos varias selecciones de radios de punta para ayudar a mejorar la calidad de trabajo. En términos generales, un radio de punta pequeño reducirá la profundidad de corte, reducirá las vibraciones y mejorará la rotura de virutas.
Por otro lado, el gran radio de la nariz será adecuado para una alta velocidad de avance, grandes profundidades de corte y una fuerte estabilidad del filo.
La relación entre el radio de la nariz y la profundidad de corte afecta a las tendencias de vibración.
Portaherramientas de inserción DCMT
DCMT insertar Significado
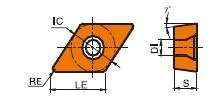
Comprender el código de inserción DCMT
D: Forma: Rómbica (diamante) con un ángulo incluido de 55 grados.
C: Ángulo de separación: 7 grados (positivo)
M: Tolerancia: La tolerancia media es estándar, aunque podrían estar disponibles otras tolerancias de precisión.
T: Estilo del rompevirutas y configuración del orificio. Esta letra designa la geometría específica del rompevirutas y si la plaquita tiene agujero o no. Las variaciones del rompevirutas son numerosas y específicas de cada fabricante.
Dígitos numéricos:
Los dos primeros dígitos: Diámetro del círculo inscrito (CI) en milímetros. Para obtener el equivalente aproximado en pulgadas, divida este número por 25,4.
Siguiente Dos dígitos: Grosor en milímetros. Divide por 25,4 para convertir a pulgadas.
Los dos últimos dígitos: Radio de la nariz en milímetros. Para convertir a pulgadas, dividir por 25,4.
Dimensiones de los insertos DCMT (ISO y ANSI)
Tamaños de insertos DCMT
Designación DCMT
Círculo inscrito (IC)
Espesor
Radios de esquina comunes
DCMT 21.51 (DCMT 0702)
0.25" (1/4")
0.094" (3/32")
0.0156" (1/64")
DCMT 070204
7,94 mm (0,313")
2,38 mm (0,094")
0,4 mm (0,016")
DCMT 32.51 (DCMT 11T3)
0.5" (1/2")
0.156" (5/32")
0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16")
DCMT 11T304
11 mm (0,433")
3,18 mm (0,125")
0,4 mm (0,016")
DCMT 11T308
11 mm (0,433")
3,18 mm (0,125")
0,8 mm (0,031")
Ejemplo: DCMT 11T308
Forma rómbica (diamante) con un ángulo incluido de 55 grados
Ángulo de despeje positivo de 7 grados
Tolerancia media
Configuración de agujeros y rompevirutas específica del fabricante
Diámetro del círculo inscrito de 11 mm (aprox. 0,43″ en pulgadas)
3,18 mm de grosor (aprox. 0,125″ en pulgadas)
Radio de la nariz de 0,8 mm (aprox. 0,031″ en pulgadas)
La ciencia de las plaquitas de metal duro: Cómo se fabrican y por qué son tan resistentes
Las plaquitas de metal duro son unas de las herramientas de corte más versátiles y duraderas que existen. Pero, ¿cómo se fabrican? ¿Y qué las hace tan resistentes? En este vídeo, exploraremos la ciencia que hay detrás de las plaquitas de metal duro, desde las propiedades del carburo de tungsteno hasta el proceso de fabricación.
Nuestra capacidad de producción
Encuentre el inserto CNMG perfecto para su aplicación: ¡obtenga ayuda de expertos!
Lo que necesita es un verdadero veterano de la industria de herramientas CNC. Deje que las herramientas ONMY le ayuden a convertirse en el número 1 del sector.