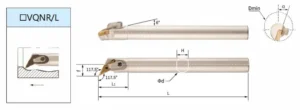
镗杆
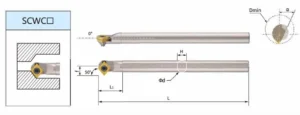
镗杆是机械加工中必不可少的切削工具,用于将现有孔扩大或精加工成精确的内径。主要用於車床、銑床和搪床,車床镗杆是內車加工中常用的一種類型。镗杆工具的基本目的是创建或完善工件的内表面,确保精度和所需的光洁度。
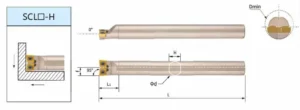
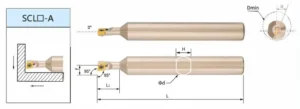
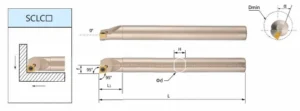
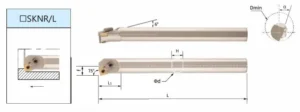
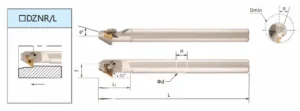
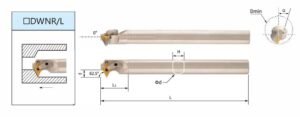
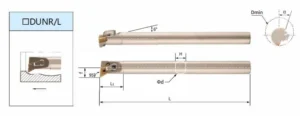
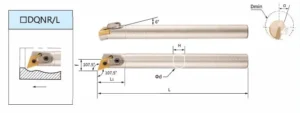
镗杆刀架是将镗杆牢固安装到机床上的关键,可提供必要的刚性,防止切削过程中的振动和颤振。各種類型的镗杆可滿足不同的加工需求。可替換式搪刀使用可替換式刀片,提供多樣性且易於更換刀具。這些刀片有各種不同的形狀與材質,以符合不同的工件材料與加工需求。對於需要微調孔徑的應用,可調式镗杆可精確調整刀具位置。
在加工較小的孔時,必須使用小型镗杆,才能在有限的空間內完成加工,同時仍能提供足夠的剛性以進行精確加工。在現代製造業中,cnc 镗杆系統被廣泛應用於自動化加工製程中,確保了高精度和可重複性。對於需要最大穩定性和減震效果的嚴苛應用,特別是在加工長懸伸或具有挑戰性的材料時,會採用重金屬搪棒,通常由碳化鎢或重合金等材料製成。這些材料具有優異的剛性和質量,可將偏差降至最低並提高加工精度。總而言之,搪棒是在各種加工應用中實現精確內部尺寸和精加工的關鍵工具。

常見問題
使用墊片或可調式刀桿調整镗杆在刀架中的高度,使切削刃對準車床主軸中心線,將镗杆對中。
一般包括選擇合適的材料(如高速鋼)、磨削切削刃至所需的形狀和角度,並可能進行硬化和回火以增加耐用性。
這是一種較為複雜的製程,通常需要一條長桿與精確加工的安裝點,以安裝可調整的切割刀頭。可能需要焊接或製造多個組件。
將镗杆稳固地安装在刀架上,尽量减少悬垂,确保其与车床主轴中心线正确对中。
固定工件、選擇適當的主軸轉速與進給,並使用镗杆進行受控通孔,將現有孔扩大到所需的直径和光洁度。
剛性切削工具,用於擴大或精加工現有孔,使其達到精確的內徑。
實現孔的精確內部尺寸和表面光潔度。
安裝镗杆并使其對中,固定工件,選擇適當的切削參數(速度、進給、切削深度),並進行控制切削,根據需要調整深度,直到達到所需的镗孔尺寸。
類似於製作一般的镗杆,但使用直徑較小的毛坯材料,並密切注意研磨過程,以製作精確的切削刃。
聯絡我們
請注意 我們是批發供應商,有最低訂購量限制。
