在精確加工的世界中,擁有正確的工具可以使好產品和偉大產品之間的所有區別。在這些基本工具中,U鑽是一種多功能,高效的選擇,用於在各種材料中創建高質量的孔。該綜合指南將深入研究U演習的世界,探索其功能,應用程序和最佳使用實踐。
什麼是U演習?

A U演練,也稱為可索引的插入鑽頭,是一種專門的切割工具,旨在有效,精確的打孔操作。與傳統的Twist鑽頭不同,U鑽具有獨特的U形長笛設計,可更好地撤離芯片並改善切割性能。這種創新的設計使U鑽頭特別適用於高速加工和需要優質孔質量的應用。
U演習的主要特徵包括:
- 可更換的碳化物插入物
- 自我核心功能
- 出色的芯片控制
- 高切割速度和進料速度
- 各種材料的多功能性
U鑽尺寸圖和標準尺寸
理解 U演練 尺寸對於選擇適合您的特定應用程序的合適工具至關重要。 U鑽尺寸圖通常包括有關鑽井直徑,總長度和插入規格的信息。標準U鑽尺寸範圍從0.472英寸(12mm)的小直徑到更大的2.559英寸(65mm)或更大的尺寸,具體取決於製造商。
諮詢U鑽尺寸圖表時,請考慮以下因素:
- 需要孔直徑
- 正在鑽取材料
- 孔的深度
- 機器規格
重要的是要注意,U鑽尺寸在製造商之間可能會略有不同,因此請務必參考工具供應商提供的特定U鑽尺寸圖表。
U演習的應用
U演習由於其多功能性和效率而在各種行業和材料中找到了應用。一些常見的U鑽應用包括:
- 汽車:發動機塊,變速箱外殼,制動組件
- 航空航天:結構組件,起落架零件
- 油氣:鑽頭,閥,法蘭
- 一般製造:機器框架,模具,死亡
U鑽在鑽探各種材料方面表現出色,包括:
- 鋼和不銹鋼
- 鑄鐵
- 鋁和其他非有產金屬
- 複合材料
在CNC機床上使用U鑽的技術

- U演練 需要高度剛度的機床和工具工作核心,因此它們適合於大功率,高剛性和高速CNC機床。
- 使用U鑽時,選擇具有良好韌性的中心插件的插入物,並為外圍插入物插入更清晰的插入物。
- 對於不同的材料,選擇具有不同芯片插槽形狀的插入物。通常,對於小飼料,較小的公差和較大的孔(鑽孔)比率,使用具有較小切割力的插入物;而對於粗糙,較大的公差和較小的孔(鑽孔)比率,則使用具有較大切割力的插入物。
- 始終考慮使用機旋轉功率,U鑽夾緊穩定性,冷卻液壓力和使用過程中的流量以及控制芯片的去除,以避免影響孔表面粗糙度和尺寸準確性。
- 確保U鑽中心與夾緊過程中的工件表面相吻合併垂直於工件表面。
- 根據工件材料選擇合適的切割參數。
- 在試用期間,請勿粗心地降低進料率或降低速度,以免破壞或損壞U鑽插件或工具。
- 當插入物在使用過程中顯示磨損或破裂時,請仔細分析原因,並用更堅固或耐磨損的插入物代替它們。
- 加工多步孔時,從較大的孔開始,然後處理較小的孔。
- 確保在鑽井過程中加油的足夠冷卻液壓力。
- 請勿將插入插件和U鑽的外圍混合在一起,否則,U鑽柄可能會損壞。
- 使用U鑽鑽孔時,可以使用工件旋轉,工具旋轉或同時旋轉;但是線性進料通常與工件旋轉一起使用。
- 考慮機器在CNC加工期間的能力,並適當調整切割參數,通常會降低速度和進料。
U鑽參數
計算U型鑽的加工參數(快速鑽孔)
鑽旋流速度的計算
n =(VC×1000) /(3.14×DC)
VC(m/min):線性速度的標準值
DC(MM):鑽直徑
n(rev/min):鑽頭的實際速度
示例:如果插入物的線性速度為100 m/ min,並且鑽頭的直徑為20 mm,則鑽頭的旋轉速度為:n =(100×1000)/(3.14×20)≈1600rev/最小
飼料速度的確定
vf = fr×n
VF(mm/min):工具的進料速度
FR(MM/REV):每革命的供稿率
n(rev/min):主軸速度
示例:如果主軸速度為1600rev/min,並且每次革命的進料為0.1mm/rev,則進發率為:vf = fr×n = 1600×0.1 = 160mm/min
孔加工時間的估計
TC =(H / VF)×60
TC(S):加工所需的時間
H(mm):孔的深度
示例:鑽一個直徑為20mm且深度為40mm的孔,如果進料速率為140mm / min,則加工時間為:TC =(H / VF)×60 =(40 /160)×60≈15S
U鑽切割速度
確定正確的U鑽切速速度對於實現最佳性能和工具壽命至關重要。 U鑽的切割速度通常高於由於其高級設計和插入技術而與常規鑽一起使用的鑽頭。
影響U鑽切速速度的因素包括:
- 物質硬度和成分
- 鑽直徑
- 插入等級和幾何形狀
- 冷卻液類型和遞送方法
作為一般指南,鋼的U鑽切割速度的範圍為每分鐘300至600個地面英尺(SFM),而鋁的速度可能更高,通常超過1000平方英尺。始終參考製造商的建議,並根據您的特定應用程序和所需的結果進行調整。
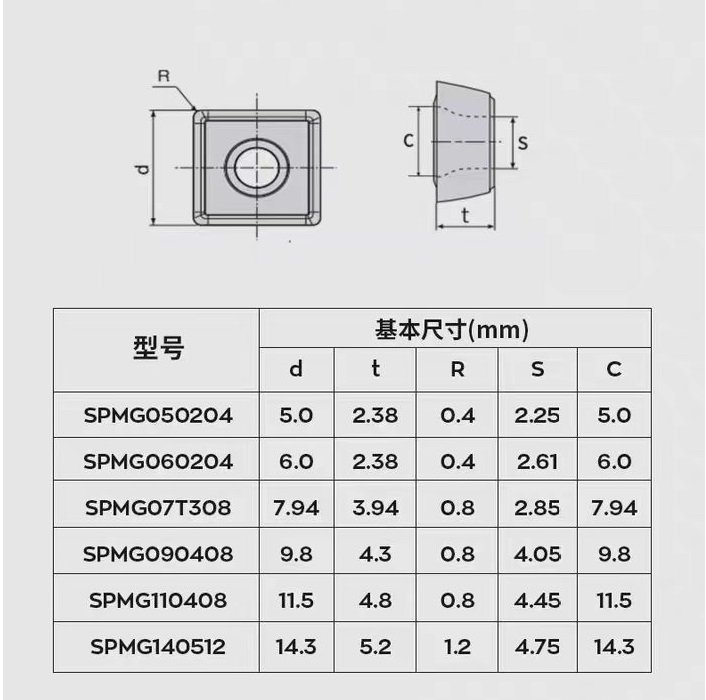
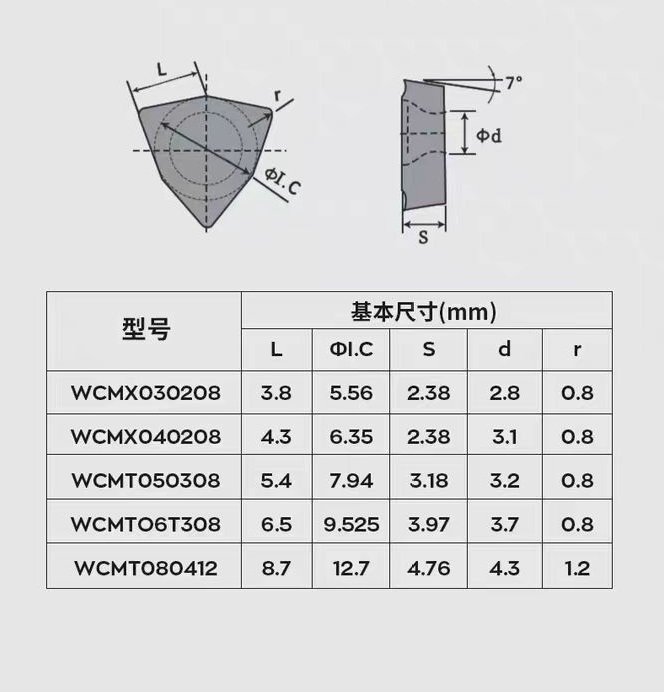
U鑽類型
U drill types including:spmg insert(spmg 05 insert,spmg 06 insert, spmg 07 insertspmg 09 insert, spmg 11 insert,spmg 14 insert) and wcmx insert(wcmx 03 insert,wcmx 04 insert,wcmx 05 insert,wcmx 06 insert, WCMX 08插入)。
CNC U演習
U鑽與CNC(計算機數值控制)機器的集成徹底改變了現代製造業的鑽井過程。 CNC U演習提供了與手動鑽探操作相比的幾個優勢:
- 提高精度和可重複性
- 通過自動化工具更改提高生產率
- 能夠執行複雜的鑽孔模式和序列
- 改進過程控制和監視
使用CNC時 U演練,重要的是考慮以下因素:
- 適當的工具架選擇
- 準確的工具長度和直徑補償
- 優化的CNC編程,用於有效的工具路徑
U用於VMC(垂直加工中心)的U鑽
垂直加工中心(VMC)是多功能機器,可以從使用U演練中受益匪淺。將U鑽用於VMC應用程序時,請考慮以下內容:
- 機器和工件持有的剛度
- 冷卻液輸送系統功能
- 工具變更要求不同的孔尺寸
- 與其他加工操作集成
U用於VMC應用的U鑽通常具有特殊的適應性,以最大程度地提高垂直方向的性能,例如增強的冷卻液通道和優化的插入幾何形狀,用於重力輔助芯片疏散。
選擇合適的練習
為您的特定應用選擇適當的U鑽對於獲得最佳結果至關重要。選擇U鑽時考慮以下因素:
- 孔直徑和深度要求
- 材料特性
- 機器功能
- 生產量
- 表面光潔度要求
- 成本注意事項(初始投資與長期節省)
諮詢工具專家和製造商,以確保您選擇最能滿足您需求並最大化加工效率的U演習。
使用U鑽的重要點

- 請注意正確的安裝方向,該方向插入臉部,向下,內部和外部。
- 必鬚根據直徑在0.1mm的控制範圍內校準中心高度。較小的直徑U鑽具有較高的中心高度要求。中心高度不當會導致插入磨損,超大孔和插入壽命降低。
- U鑽具有很高的冷卻液需求 - 冷卻液必須到達中心,並且壓力更高。多餘的冷卻液端口可以阻止以確保壓力。
- 遵循製造商切割參數的注意事項,但也考慮了不同的插入品牌和機器功率。加工過程中的參考機加載,並進行適當的調整,通常使用高速和低飼料。
- 檢查並及時更換插入物。不要倒插入。
- 根據工件硬度和插入懸垂的長度調整切割的深度。更艱難的工件使用更大的懸垂長度和較小的切割深度。
- 請勿使用過度磨損的插入物。記錄插入磨損與可加工工件的數量,並及時更換插入物。
- 使用足夠的,正確加壓的內部冷卻液。它的主要功能是去除和冷卻。
- U鑽不適合較軟的材料,例如紫色青銅或軟鋁。
維護和護理U演習
適當維護U演習對於確保其壽命和穩定的性能至關重要。遵循以下最佳實踐:
- 定期檢查插入物是否磨損和損壞
- 清潔並潤滑鑽體並插入
- 將U鑽在乾淨的干燥環境中
- 遵循製造商指南進行插入索引和更換
- 監視切割參數並根據需要進行調整以防止過早磨損
解決常見的U演習問題:
- 孔質量差:檢查插入條件和切割參數
- 過度振動:驗證適當的工具持有人平衡和機器剛度
- 孔尺寸不一致:檢查是否插入磨損或設置不當
結論
U演習已成為現代加工操作中必不可少的工具,在廣泛的應用中提供了卓越的性能和效率。通過了解U鑽尺寸圖表,參數和最佳實踐,機械師可以利用這些多功能工具來在其鑽孔操作中取得出色的結果。
隨著技術的不斷發展,我們可以期望看到U鑽設計,材料和塗料的進一步創新。這些事態發展可能會導致更高的切割速度,改善耐磨性以及將來擴大的U練習應用。
通過掌握U演習的使用並保持了解鑽井技術的最新進步,機械師和製造商可以在不斷發展的精確加工世界中保持競爭優勢。
什麼是U鑽,它與常規扭曲鑽有何不同?
U鑽是具有U形長笛設計的可索引插入式鑽頭,與傳統的扭曲鑽相比,提供更好的芯片疏散和更高的切割速度。它使用可更換的碳化物插入物而不是固體切削刃。
U鑽可以加工哪些材料?
U鑽可以加工各種材料,包括鋼,不銹鋼,鑄鐵,鋁和其他有色金屬。它們也適用於某些複合材料。
使用U鑽的優點是什麼?
優勢包括更高的切割速度,更好的孔質量,改進的芯片疏散,更長的工具壽命以及容易更換磨損的插入物而不是整個鑽頭的能力。
如何選擇合適的鑽頭尺寸?
諮詢由製造商提供的U鑽尺寸圖表。考慮所需的孔直徑,深度,材料和機器的規格。
U鑽的典型切割速度是什麼?
切割速度根據材料和鑽頭尺寸而變化,但通常從鋼的300-600平方米範圍內,鋁可能超過1000平方米。始終參考製造商的建議。
您可以在CNC機器中使用鑽嗎?
是的,U鑽通常在CNC機器中,包括垂直加工中心(VMC)。它們與自動化流程融為一體。
U鑽週期進度?
Devir(旋轉速度):旋轉速度或主軸速度通常以每分鐘的旋轉(RPM)測量。對於U鑽,最佳旋轉速度取決於幾個因素:
鑽探材料:不同的材料需要不同的切割速度。
U鑽直徑:較大的直徑通常需要較低的RPM。
U鑽切割速度:通常由製造商以每分鐘(SFM)表面腳或每分鐘(m/min)為單位提供。
要計算合適的rpm,請使用此公式:rpm =(SFM x 3.82) /直徑(以英寸為單位)
İlerleme(進料速率):進料速率是鑽頭進入工件的速度,通常每革命(IPR)或毫米(MM/REV)以英寸為單位(IPR)或毫米。
影響飼料率的因素包括:
物質硬度
所需的孔質量
U鑽尺寸
機器剛度
U鑽製造商通常為不同的材料和鑽頭尺寸提供建議的飼料率。

