TIPS & TRICKS
To achieve perfect results in production, you need powerful tools. for more than 15 years, our customers have been benefiting from our products to efficiently carry out machining work, especially metal cutting with high-quality precision tools。
Please find here troubleshooting solutions or tips on how to optimize your machining processes. In this section, we provide you with tips and tricks for the safe use and therefore longer lifetime of your tools.
Have you tried everything but your machining processes are not yet as optimized as you would like? Need our expert advice?
We are happy to support you! Contact our experts:
- +86-15050255160
- bigsunjian@gmail.com
- +86-15050255160
- Inquiry




SOLID CARBIDE DRILL

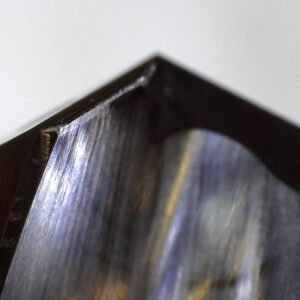
TYPES OF WEAR
Flank wear
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Increase feed rate

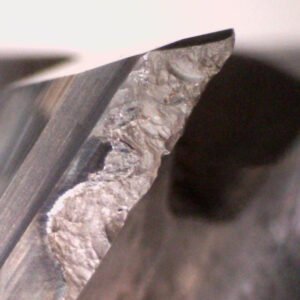
TYPES OF WEAR
Crater wear
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate
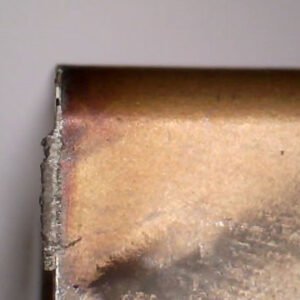
TYPES OF WEAR
Plastic deformation
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate

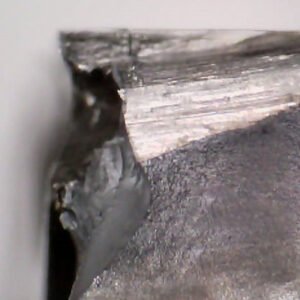
TYPES OF WEAR
Bulit-up edge
Action
- Increase cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Increase feed rate

TYPES OF WEAR
Cut chisel edge splintering
Action
- Increase cutting speed
- Increase coolant pressure / quantity
- Reduce feed rate
- Check concentricity
INDEXABLE INSERT DRILLS

TYPES OF WEAR
Flank wear
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Increase feed rate

TYPES OF WEAR
Crater wear
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate

TYPES OF WEAR
Plastic deformation
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate

TYPES OF WEAR
Bulit-up edge
Action
- Increase cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Increase feed rate

TYPES OF WEAR
Cutting edge breakage
Action
- Increase cutting speed
- Increase coolant pressure / quantity
- Reduce feed rate

TYPES OF WEAR
Edge cracking
Action
- Reduce cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate

TYPES OF WEAR
Breakouts
Action
- Increase cutting speed
- Increase coolant pressure / quantity
- Increase the concentration of the cooling lubricant
- Reduce feed rate
SOLID CARBIDE END MILLS

TYPES OF WEAR
Flank wear
Action
- Reduce cutting speed
- Check cooling jet direction / use holder with IC
- Increase feed rate

TYPES OF WEAR
Crater wear
Action
- Reduce cutting speed
- Check cooling jet direction / use holder with IC
- Increase feed rate

TYPES OF WEAR
Notch wear
Action
- Reduce cutting speed
- Check cooling jet direction / use holder with IC
- Increase feed rate

TYPES OF WEAR
Bulit-up edge
Action
- Increase cutting speed
- Check cooling jet direction / use holder with IC
- Work without cooling lubrication
- Increase feed rate
TYPES OF WEAR
Cutting edge breakage
Action
- Reduce feed rate

TYPES OF WEAR
Edge cracking
Action
- Reduce cutting speed
- Work without cooling lubrication
- Reduce feed rate

TYPES OF WEAR
Breakouts
Action
- Increase cutting speed
- Check cooling jet direction / use holder with IC
- Reduce feed rate
INDEXABLE INSERT MILLS

TYPES OF WEAR
Flank wear
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use mill with IC
- Increase feed rate

TYPES OF WEAR
Crater wear
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use mill with IC
- Reduce feed rate
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Notch wear
Action
- Reduce cutting speed
- Use a softer carbide grade
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Plastic deformation
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use mill with IC
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Bulit-up edge
Action
- Increase cutting speed
- Check cooling jet direction / use mill with IC
- Work without cooling lubrication
- Increase feed rate
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Cutting edge breakage
Action
- Use a softer carbide grade
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Edge cracking
Action
- Reduce cutting speed
- Use a softer carbide grade
- Work without cooling lubrication
- Reduce feed rate

TYPES OF WEAR
Breakouts
Action
- Increase cutting speed
- Use a softer carbide grade
- Check cooling jet direction / use holder with IC
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)
TURNING INSERTS

TYPES OF WEAR
Flank wear
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use holder with IC
- Increase feed rate

TYPES OF WEAR
Crater wear
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use holder with IC
- Reduce feed rate
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Notch wear
Action
- Reduce cutting speed
- Use a softer carbide grade
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Plastic deformation
Action
- Reduce cutting speed
- Use a harder carbide grade
- Check cooling jet direction / use holder with IC
- Reduce feed rate
- Use suitable insert geometry (ap / fn)
TYPES OF WEAR
Bulit-up edge
Action
- Increase cutting speed
- Check cooling jet direction / use holder with IC
- Increase feed rate
- Use suitable insert geometry (ap / fn)
TYPES OF WEAR
Cutting edge breakage
Action
- Reduce cutting speed
- Use a softer carbide grade
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)

TYPES OF WEAR
Edge cracking
Action
- Reduce cutting speed
- Use a softer carbide grade
- Work without cooling lubrication
- Reduce feed rate

TYPES OF WEAR
Breakouts
Action
- Increase cutting speed
- Use a softer carbide grade
- Check cooling jet direction / use holder with IC
- Reduce feed rate
- Use a harder smaller setting angle
- Use suitable insert geometry (ap / fn)
