DCMT車刀
DCMT刀片角度:7° 單面斷屑槽的正前角刀片;
55°菱形車削刀片;
推薦用於鋼、不銹鋼和鑄鐵;
斷屑槽應用:半精加工;
配套DCMT刀柄:SDQCR/L、SDUCR/L;
材質:碳化鎢;
牌號:PVD、CVD均可;
應用業:模具 & 模具、醫療器材、製造等;
DCMT刀片規格
DCMT 刀片是指菱形(55 度)、可轉位切削刀片,具有 7 度後角、中等公差和內建斷屑槽。
這些刀片通常用於金屬加工中的各種車削操作。
刀尖半徑對錶面光潔度、斷屑和刀片強度有至關重要的影響。
我們提供多種不同的刀尖半徑選擇,以幫助提高工作品質。一般來說,刀尖半徑小會導致切削深度小,減少振動並增強斷屑。
另一方面,大刀尖半徑將適合高進給率、大切深和較強的切削刃穩定性。
刀尖半徑和切削深度之間的關係會影響振動趨勢。
DCMT刀片刀柄


DCMT 插入 意義
了解 DCMT 插入程式碼
- d: 形狀:菱形(菱形),夾角為 55 度。
- C: 間隙角:7度(正)
- 中號: 公差:中等公差為標準,但也可能提供其他精度公差。
- 電話: 斷屑槽樣式 & 孔配置。該字母表示特定的斷屑槽幾何形狀以及刀片是否有孔。斷屑槽種類繁多,且因製造商而異。
- 數字:
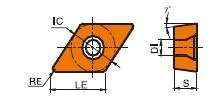
- 前兩位數字: 內切圓 (IC) 直徑(以毫米為單位)。要獲得近似的英吋當量,請將此數字除以 25.4。
- 接下來的兩位數字: 厚度以毫米為單位。除以 25.4 即可轉換為英吋。
- 最後兩位數字: 鼻尖半徑(以毫米為單位)。要轉換為英寸,請除以 25.4。
DCMT 刀片尺寸(ISO 和 ANSI)
| DCMT 刀片尺寸 | |||
|---|---|---|---|
| DCMT 指定 | 內切圓 (IC) | 厚度 | 常見的圓角半徑 |
| DCMT 21.51 (DCMT 0702) | 0.25" (1/4") | 0.094" (3/32") | 0.0156" (1/64") |
| DCMT 070204 | 7.94mm (0.313") | 2.38mm (0.094") | 0.4mm (0.016") |
| DCMT 32.51(DCMT 11T3) | 0.5" (1/2") | 0.156" (5/32") | 0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16") |
| DCMT 11T304 | 11mm (0.433") | 3.18mm (0.125") | 0.4mm (0.016") |
| DCMT 11T308 | 11mm (0.433") | 3.18mm (0.125") | 0.8mm (0.031") |
範例:DCMT 11T308
- 夾角為 55 度的菱形(菱形)形狀
- 7 度正間隙角
- 中等耐受性
- 製造商特定的斷屑槽和孔配置
- 11mm 內切圓直徑(約 0.43″ 以英吋為單位)
- 3.18毫米厚(約0.125″ 以英吋為單位)
- 0.8mm 刀尖半徑(約 0.031″ 以英吋為單位)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬質合金刀片是目前最通用、最耐用的切削工具之一。但它們是如何製作的呢?是什麼讓他們如此強大?在本影片中,我們將探索硬質合金刀片背後的科學,從碳化鎢的特性到製造流程。
我們的生產能力









