CNMA車刀
CNMA刀片角度:0° 負前角刀片,無斷屑槽;
80°菱形車削刀片;
主要工件材料:硬質材料;鑄鐵;鋼;
主要工件材料代號:P; H; K
刀片固定方式:銷釘;夾鉗;
斷屑槽應用:粗加工、半精加工、精加工;
配套cnma刀片刀柄:PCBNR/L、PCLNR/L、MCLNR/L、MCBNR/L;
牌號:PVD、CVD均可;
材質:碳化鎢;
CNMA刀片刀柄



MCLNR/L

CNMA插頁介紹:
CNMA 硬質合金刀片:重點
- 形狀: 夾角為 80 度的菱形(菱形)。
- 間隙角: 0 度
- 切割刃: 雙面,每個刀片有兩個切割刃,具有成本效益。
- 斷屑槽幾何形狀: 不同製造商提供多種類型的斷屑槽可供選擇。這些是針對特定材料和加工操作(粗加工、精加工等)量身定制的。
- 主要用途: 主要用於一般車削加工以及對一系列材料進行端面加工。
CNMA 刀片的常見材質用途
- 鑄鐵: 適用於許多鑄鐵應用。
CNMA刀片的優點
- 性價比: 由於其雙面設計,每個刀片的刀具壽命更長。
- 多才多藝的: 各種牌號和斷屑槽使其適用於許多加工應用。
- 強烈的幾何形狀: 80 度的菱形形狀為其尺寸提供了強度和剛性。
重要考慮因素
- 將等級與您的材質相符: 選擇正確的刀片塗層和基體成分對於您所切削的特定材料的最佳刀具壽命和性能至關重要。
- 選擇合適的斷屑槽: 斷屑槽的幾何形狀顯著影響切屑的形成和斷屑方式。應根據材料和加工操作類型進行選擇。
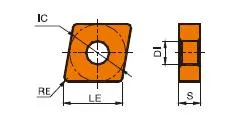
CNMA 刀片尺寸 (ISO)
| 類型 | CNMA刀片尺寸(mm) | ||||
|---|---|---|---|---|---|
| 這 | 我知道了 | S | 從 | 關於 | |
| CNMA120404 | 12.9 | 12.7 | 4.76 | 5.16 | 0.4 |
| CNMA120408 | 12.9 | 12.7 | 4.76 | 5.16 | 0.8 |
| CNMA120412 | 12.9 | 12.7 | 4.76 | 5.16 | 1.2 |
| CNMA120416 | 12.9 | 12.7 | 4.76 | 5.16 | 1.6 |
| CNMA160608 | 16.1 | 15.875 | 6.35 | 6.35 | 0.8 |
| CNMA160612 | 16.1 | 15.875 | 6.35 | 6.35 | 1.2 |
| CNMA160616 | 16.1 | 15.875 | 6.35 | 6.35 | 1.6 |
| CNMA190612 | 19.3 | 19.05 | 6.35 | 7.94 | 1.2 |
| CNMA190616 | 19.3 | 19.05 | 6.35 | 7.94 | 1.6 |
範例:CNMA 120408
- 12: 內切圓 (IC) 為 12.7 毫米(約 0.5 英吋)
- 04: 厚度 4.76 毫米(約 0.187 英吋)
- 08: 圓角半徑為 0.8 毫米(約 0.031 英吋)
主要尺寸
內切圓 (IC): 適合插入件的最大圓的直徑。常見的 IC 尺寸包括:
- 12.7毫米(0.5″)
- 16毫米(0.63″)
- 19.05毫米(0.75″)
厚度: 影響刀片強度和可用切割刃的數量。常見的厚度包括:
- 3.18毫米(0.125″)
- 4.76毫米(0.187″)
- 6.35毫米(0.25″)
角落半徑: 影響切削刃處的表面光潔度和強度。常見尺寸包括:
- 0.4毫米(0.016″)
- 0.8毫米(0.031″)
- 1.2毫米(0.047″)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬質合金刀片是目前最通用、最耐用的切削工具之一。但它們是如何製作的呢?是什麼讓他們如此強大?在本影片中,我們將探索硬質合金刀片背後的科學,從碳化鎢的特性到製造流程。
我們的生產能力









