
切削速度(vc)計算機を回す
計算式:vc = (π × Dm × n) / 1000
mmからmに変更する場合は1000で割ってください。.
パラメーター詳細
vc (m/min)
切断速度
切断速度
Dm (mm)
ワーク径
ワーク径
π (3.14)
円周率
円周率
n (min-¹)
主軸回転速度
主軸回転速度
この計算機ではπ≒3.14で計算しています。精度を上げるため、実際の値は多少異なる場合があります。.
計算例
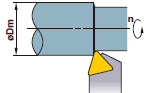
旋盤加工における速度と送りの基本概念を示す図
シナリオ 主軸回転速度n = 955 min-¹で、超硬工具を使用して直径50 mmの鋼製ワークを旋削。.
ステップ・バイ・ステップ:
- π × Dm × n = 3.14 × 50 × 955 ≒ 149,735
- 1000で割る:149,735 / 1000 = 149.74 m/min
- 結果:vc ≒ 150 m/min(実用上、四捨五入)。.
Load Sample Values "をクリックして、入力を入力し、動作を確認する!
