یو ڈرل
A U-drill, also known as a gundrill or deep hole drill, is a specialized drilling tool designed for creating deep, straight holes in various materials. Here are the key points about U-drills:
- Design: U-drills have a distinctive U-shaped or semicircular flute, which gives them their name. This design is different from the spiral flutes of conventional twist drills.
- Purpose: They’re primarily used for drilling deep holes with a high depth-to-diameter ratio, typically ranging from 3:1 to over 100:1 in some cases.
- فوائد:
- Excellent chip evacuation due to the U-shaped flute
- Produces straighter holes than conventional drills
- Better surface finish in deep holes
- Can achieve higher feed rates for increased productivity

- Hole machining range:2D-6D
- 2D/3D/4D SP series insert machining hole range:14mm-70mm
- 2D/3D/4D WC series insert machining hole range:14mm-90mm
- 5D SP/WC series insert machining hole range:14mm-70mm
- 5D WC series insert machining hole range:14mm-70mm
- 6D SP series insert machining hole range:16mm-50mm
- 6D WC series insert machining hole range:20mm-70mm
- 8D SP series insert machining hole range:16mm-50mm
- 8D WC series insert machining hole range:18mm-70mm
- 10D SP/WC series insert machining hole range:16mm-50mm
- Supports integer and non-integer sizes
- Support 40Cr and H13 raw materials
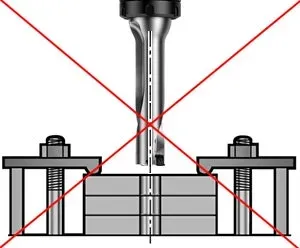
caveat
- U-drills are easily burned when used off-center on a lathe.
- When using a small-size U-drill, high speed and high feed are required. The lower the feed and speed, the higher the cutting resistance, and the easier it is to burn the tool.
U DRILL INSERTS
SOMT Insert
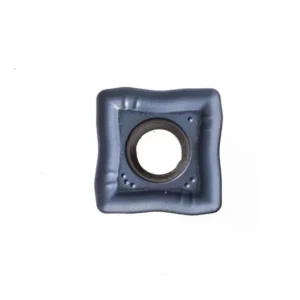
Support SOMT050204,SOMT060204,SOMT070306,SOMT08T306,SOMT09T308,SOMT11T308,SOMT130408,SOMT150510 sizes.
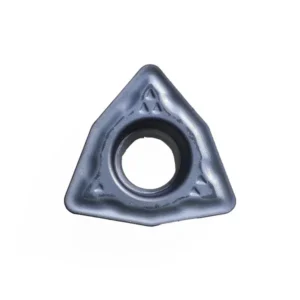

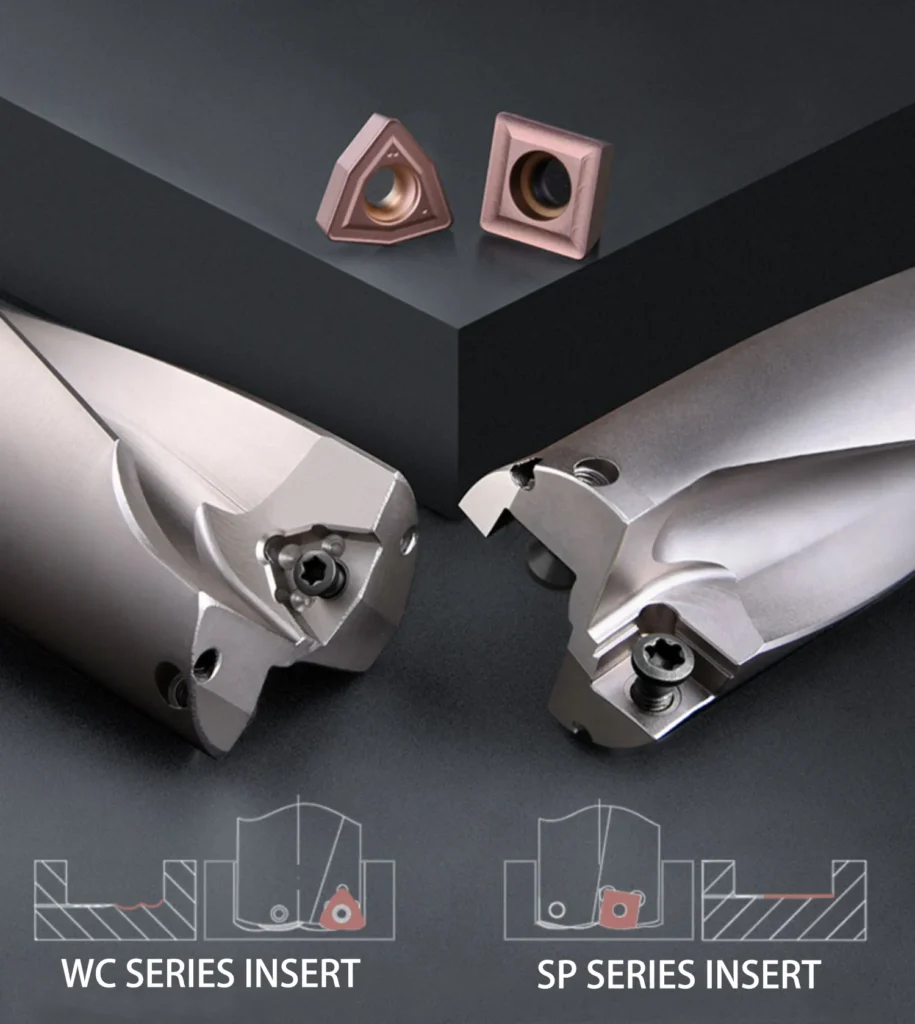
Different of WC&SP series insert
- Higher processing efficiency of WC series
- SP series processing has a higher degree of finish
- WC series inserts are cheaper
- SP Series Machining Bottom Surface Flat
- WC series inserts have 3 cutting edges.
- SP series inserts have 4 cutting edges.
Optimized for deeper chipformer
Faster chip removal speed, which directly affects machining efficiency, deeper chip removal groove. Improvement in high feed and high speed, can still do not accumulate chips, not sticky insert, edge chamfer is smaller, optimize and improve the rigidity of the u drill body.

Precision design to inhibit insert wobble
Precise center and peripheral cutting edges can effectively inhibit oscillation when machining with uniform force; reduce the risk of tool bumping in difficult-to-machine material environments, and provide better accuracy/stability than general rapid drills.
Note: A insert with a peripheral edge cannot be used as a center edge; similarly, a center edge insert cannot be used as a peripheral edge; please be careful when replacing the edge.

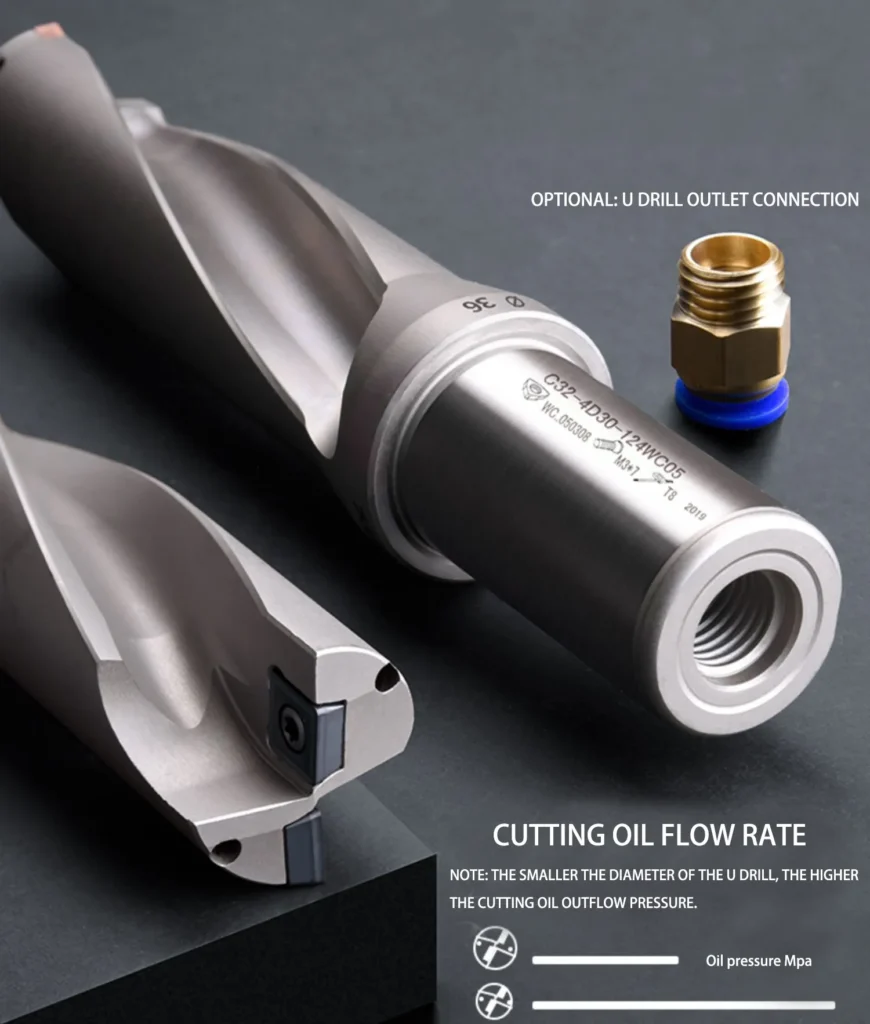
Double screw oil hole high feed
The double helical oil holes protect the insert life and help to cool down the drill. The smaller the size of the rapid drill, the more important it is to follow a high RPM/high feed in order to minimize cutting resistance.
مزید معلومات کے لیے ہم سے رابطہ کریں!
U drill machining common formula
(Data for reference only)
Cutting speed (Vc)
Vc= Dc*π*n/1000
- Dc(mm) :drill diameter
- Vc(m/min): cutting speed
- n(rev/min):rotating speed
Example
Spindle speed is 1600rev/min, the diameter of the drill is 20mm, the cutting speed is: Vc = Dc*π*n/1000 = 20*3.14*1600/1000 = 100 (m/min)
Feed speed (Vf)
Vf=Fr*n
- Vf(m/min):feed speed
- Fr(mm/rev):feed amount per revolution
- n(rev/min):spindle speed
Example
The spindle speed is 1350 min-1 and the drill diameter Ø12, find the cutting speed.
(Answer)
Substitute the formula
vf=f×n=0.2×1350=270mm/min
This gives the spindle feed per minute as 270mm/min.
Hole processing time(Tc)
Tc= ld*i/n*f
- Tc(min):machining time
- i:number of holes
- Fr(mm/rev):feed per revolution
- n(rev/min):spindle speed
- ld:drilling depth
Example
A hole Ø15, 30mm deep is drilled in SCM440 steel. The cutting speed is 50 m/min and the feed per revolution is 0.15 mm/rev. Find the drilling time.
(Answer)
Spindle speed n=(50×1000)÷(15×3.14)=1061.57min-1
Tc = (30 × 1) ÷ (1061.57 × 0.15) = 0.188
= 0.188 × 60 = 11.3 seconds to drill.
Metal removal rate(Q)
Q=Vc*Dc*Fn/4
- Vc(m/min):cutting speed
- Dc(mm):drill Diameter
- Fn(mm/r):feed

u drill parameters
(Data for reference only)
| Materials | Hardness | Cutting speed | U drill diameter | |||
| 17.5-22 | 22.2-30 | 30.5-40 | 40.5-50 | |||
| Steels | 80-180 | 200-280 | 0.05-0.1 | 0.07-0.12 | 0.1-0.2 | 0.15-0.25 |
| Steels | 150-225 | 150-220 | 0.05-0.12 | 0.08-0.15 | 0.12-0.25 | 0.18-0.28 |
| Low alloy steels | 150-260 | 160-220 | 0.06-0.12 | 0.08-0.18 | 0.15-0.3 | 0.2-0.3. |
| High alloy steels | 150-240 | 120-180 | 0.05-0.1 | 0.06-0.15 | 0.12-0.2 | 0.18-0.25 |
| Stainless steels | 150-250 | 100-200 | 0.05-0.1 | 0.07-0.12 | 0.12-0.2 | 0.15-0.22 |
| Tool steels | 170-270 | 120-200 | 0.05-0.12 | 0.07-0.15 | 0.12-0.22 | 0.15-0.25 |
| Cast iron | 160-220 | 120-180 | 0.1-0.17 | 0.15-0.2 | 0.18-0.25 | 0.2-0.3 |
| Alloy cast iron | 150-260 | 110-180 | 0.08-0.14 | 0.12-0.18 | 0.15-0.22 | 0.18-0.25 |
| Aluminum alloy | 40-140 | 250-350 | 0.075-0.15 | 0.1-0.18 | 0.15-0.25 | 0.18-0.3 |
| Cast aluminum | 50-150 | 220-280 | 0.1-0.2 | 0.15-0.22 | 0.18-0.3 | 0.22-0.35 |
u drill processing power requirements
In order to truly utilize the machining effect of u drill, in addition to the toolholder and insert, you also need the right machine so that you can utilize the real machining ability of u drill.

Irregular surface drilling
Irregular
- Use shortest drill possible to minimize vibration tendencies and decrease the effects of deflection
- Recommended start values for cutting speed and lowest recommended feed
- Not recommended for 6–7×DC when concave radius is same or smaller than drill radius

Convex
- Use shortest drill possible to minimize vibration tendencies and decrease the effects of deflection
- Recommended start values for cutting speed and lowest recommended feed
- Not recommended for 6–7×DC when concave radius is same or smaller than drill radius
Concave
- Use shortest drill possible to minimize vibration tendencies and decrease the effects of deflection
- Recommended start values for cutting speed and lowest recommended feed
- Not recommended for 6–7×DC when concave radius is same or smaller than drill radius
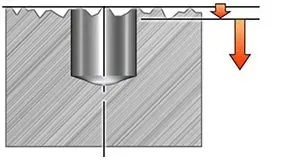
Cross hole drilling
- For holes with different diameter: drill the larger hole first to reduce burr formation
- Start with lowest recommended feed during the crossing of holes
- Not recommended in long-chipping materials due to chip evacuation while crossing holes

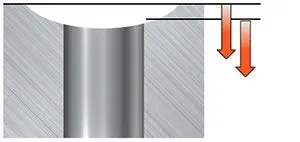
Angled or inclined surfaces, entry
- Use shortest drill possible to minimize vibration tendencies and decrease the effects of deflection
- Start with lowest recommended cutting speed and 1/3 of lowest recommended feed (or lower) until fully engaged and then return to normal feed
- 4–5×DC the inclined entry can be angled up to 15º
- 6–7×DC the inclined entry can be angled up to 10º
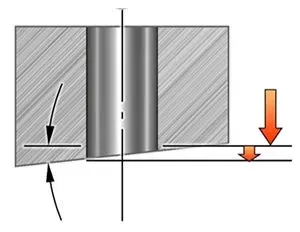
Angled or inclined surfaces, exit
- Use shortest drill possible to minimize vibration tendencies and decrease the effects of deflection
- Recommended start values for cutting speed and lowest recommended feed (or lower)
- 4–5×DC the inclined exit can be angled up to 15º
- 6–7×DC the inclined exit can be angled up to 5º
Drilling asymmetrically curved surfaces
- Use shortest drill possible to minimize the drill bending outwards from the center, similar to an inclined surface
- Reduce feed to 1/3 of the initial penetration rate for a concave surfaces
- Radius of curved surface should be bigger than drill radius
- Not recommended for 6–7×DC drills

Pre-drilled holes
- To keep the cutting force balanced between the central and peripheral insert on an acceptable level, the pre-drilled hole should not be larger than DC/4
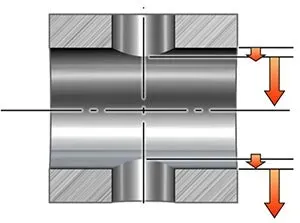
stack drilling
- Minimizing the gap between the stacked plates is crucial for successful stack drilling. This can be done by clamping or welding the plates together. A good common practice is to insert industrial paper (thickness of approx. 0.5-1 mm (0.020-0.039 inch)) between the plates to level out any irregularities and dampen vibrations. As the axial force will be several thousand newtons during the drilling process, the clamping supports are an important consideration.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
اپنا کاروبار شروع کرنے کے لیے ONMY سے رابطہ کریں۔
اس پر ایک نظر ڈالیں کہ ہمارے کچھ کلائنٹس ہمارے سامان اور خدمات کو کیسے سمجھتے ہیں:
ہمارے فوائد
- نیا خام مال، مصنوعات کے معیار کو کنٹرول کرنے کا پہلا قدم۔
- فیکٹری براہ راست فروخت، مڈل مین کی قیمت میں فرق کمانے سے انکار کر دیا.
- 6S مینجمنٹ، معیاری عمل، فیکٹری سے باہر مسئلہ مصنوعات کو ختم کرنے کا ذریعہ.
- پیشہ ورانہ سیلز ماہرین آپ کے زیادہ تر مشینی مسائل کو حل کرتے ہیں۔
- فروخت کے بعد کسی بھی مصنوعات کے مسائل 7 * 24 گھنٹے سروس کی ضمانت دیتا ہے۔